射線檢測(cè)底片的缺陷影像識(shí)別和復(fù)評(píng)是判斷管道環(huán)焊縫質(zhì)量的重要依據(jù)之一,為有效管控大口徑、高壓力、高強(qiáng)鋼管道環(huán)焊縫失效的問題,國(guó)內(nèi)管道企業(yè)進(jìn)行了在役油氣管道環(huán)焊縫射線檢測(cè)底片復(fù)核和超標(biāo)缺陷排查工作。由于底片復(fù)評(píng)工作量大且非常依賴評(píng)片人員的專業(yè)經(jīng)驗(yàn),嚴(yán)重缺陷的排查效率較低。
中俄東線作為首條全數(shù)字化移交的大口徑輸氣管道,在環(huán)焊縫檢測(cè)方面,全線采用了膠片射線檢測(cè)(RT)底片數(shù)字化技術(shù)、數(shù)字射線成像技術(shù)(DR)、全自動(dòng)超聲檢測(cè)技術(shù)(AUT)等數(shù)字化無(wú)損檢測(cè)技術(shù),為智能評(píng)片技術(shù)積累了高質(zhì)量的缺陷特征樣本數(shù)據(jù)。
中俄東線管道環(huán)焊縫數(shù)字化無(wú)損檢測(cè)技術(shù)應(yīng)用現(xiàn)狀
數(shù)字化無(wú)損檢測(cè)技術(shù)的應(yīng)用
按照標(biāo)準(zhǔn)GB 50369—2014《油氣長(zhǎng)輸管道工程施工及驗(yàn)收規(guī)范》的要求,中俄東線北段管道采用了100%的AUT檢測(cè),同時(shí)對(duì)20%的焊口進(jìn)行RT復(fù)驗(yàn),并對(duì)RT檢測(cè)的部分含缺陷焊口進(jìn)行了DR檢測(cè)效果驗(yàn)證,用于DR設(shè)備校正、相關(guān)標(biāo)準(zhǔn)體系的研究完善等。按照相關(guān)標(biāo)準(zhǔn)要求,DR成像灰度等級(jí)應(yīng)不低于12位,像素尺寸應(yīng)不大于200 μm,缺陷評(píng)定標(biāo)準(zhǔn)與RT缺陷評(píng)級(jí)標(biāo)準(zhǔn)一致。RT和DR的數(shù)字化射線檢測(cè)圖像均參照標(biāo)準(zhǔn)ASTM E 2339—2008《無(wú)損檢測(cè)的數(shù)字圖像和傳輸標(biāo)準(zhǔn)實(shí)施規(guī)程》的要求,數(shù)字底片圖像以Dicom(醫(yī)學(xué)數(shù)字成像和通信)格式存儲(chǔ)。
RT底片數(shù)據(jù)質(zhì)量分析
對(duì)中俄東線北段管道的RT檢測(cè)底片數(shù)字化圖像進(jìn)行了質(zhì)量分析。各檢測(cè)單位使用了3家不同品牌的底片數(shù)字化設(shè)備,通過抽查統(tǒng)計(jì)分析了數(shù)字化掃描底片中像質(zhì)計(jì)的最小可見絲號(hào)及缺陷圖像清晰度關(guān)聯(lián)情況。RT數(shù)字化底片最小可見絲號(hào)與缺陷圖像清晰度關(guān)系如圖1所示,筆者隨機(jī)抽取了83張使用不同型號(hào)設(shè)備進(jìn)行數(shù)字化的缺陷底片,發(fā)現(xiàn)原物理底片上的缺陷,經(jīng)數(shù)字化后其缺陷可見、不清晰和不可見的分別有27,26和30張,相應(yīng)的數(shù)字化底片最小可見像質(zhì)計(jì)絲號(hào)平均值分別為10.2,9.9和9.2號(hào)。參照高速列車焊縫射線檢測(cè)智能評(píng)定系統(tǒng)及GB/T 26141.2—2010《無(wú)損檢測(cè)射線照相底片數(shù)字化系統(tǒng)的質(zhì)量鑒定 第二部分:最低要求》等標(biāo)準(zhǔn)要求,數(shù)字化后的底片可見像質(zhì)計(jì)絲號(hào)應(yīng)與原物理底片一致,并且數(shù)字化等級(jí)應(yīng)達(dá)到DB級(jí)以上。因此,在底片數(shù)據(jù)清洗及選擇缺陷特征樣本數(shù)據(jù)時(shí),選擇缺陷清晰可見的底片圖像,能提升智能識(shí)別算法的精度。

圖1 RT數(shù)字化底片最小可見絲號(hào)與缺陷圖像清晰度關(guān)系
對(duì)于缺陷清晰的底片圖像,通常也具有以下特點(diǎn):
底片圖像間存在較大的亮度差異、單張圖像背景起伏較大;
底片中缺陷圖像與背景的灰度對(duì)比度很低;
由于X光散射現(xiàn)象,底片圖像中存在較大的隨機(jī)噪聲;
各類缺陷具有位置隨機(jī)、形態(tài)各異、尺寸跨度較大等特點(diǎn)。
這些問題都會(huì)對(duì)缺陷的圖像檢測(cè)產(chǎn)生較大的干擾,從而造成誤檢和漏檢。因此,在對(duì)射線檢測(cè)底片圖像進(jìn)行智能識(shí)別算法開發(fā)時(shí),需要在圖像處理、目標(biāo)檢測(cè)算法開發(fā)調(diào)試等方面提高檢測(cè)算法的適應(yīng)性。
RT檢測(cè)底片圖像智能識(shí)別技術(shù)
主要技術(shù)內(nèi)容
射線檢測(cè)缺陷智能識(shí)別分析及軟件開發(fā)框圖如圖2所示,射線檢測(cè)圖像智能識(shí)別技術(shù)結(jié)合底片圖像特點(diǎn)和深度學(xué)習(xí)等人工智能技術(shù),其開發(fā)的主要內(nèi)容包括RT檢測(cè)數(shù)據(jù)管理、圖像數(shù)據(jù)批量處理、缺陷樣本收集和標(biāo)注、建立缺陷智能識(shí)別算法模型、輔助評(píng)片、結(jié)果數(shù)據(jù)查閱分析以及對(duì)應(yīng)的軟件功能模塊開發(fā)。通過對(duì)流程和軟件進(jìn)行技術(shù)研發(fā),目前筆者單位已經(jīng)初步具備射線檢測(cè)底片圖像智能識(shí)別分析的能力,實(shí)現(xiàn)了未熔合等主要缺陷的自動(dòng)檢測(cè),提升了環(huán)焊縫線性危害缺陷排查的智能化水平和效率。

圖2 射線檢測(cè)缺陷智能識(shí)別分析及軟件開發(fā)框圖
圖像處理的關(guān)鍵算法
對(duì)于中俄東線不同標(biāo)段和不同批次的X射線檢測(cè)底片圖像,筆者進(jìn)行了統(tǒng)一批量處理,以滿足樣本標(biāo)注和缺陷智能識(shí)別分析的基本格式要求。射線檢測(cè)底片圖像處理的主要算法流程如圖3所示,具體包括以下幾個(gè)算法:
歸一化處理:
由于射線檢測(cè)底片圖像采集所使用的掃描儀規(guī)格不同,其具有多種通道數(shù)和位數(shù),且圖像長(zhǎng)寬方向不一。通過歸一化處理,可獲得精度和尺寸一致的圖像數(shù)據(jù)。
去白邊處理:
X射線檢測(cè)底片數(shù)字化掃描過程中,在圖像采集的起始和末尾時(shí)可能產(chǎn)生無(wú)有效底片圖像的白邊區(qū)域。去除白邊區(qū)域可去除對(duì)智能識(shí)別結(jié)果的影響。
自適應(yīng)裁剪:
中俄東線單張底片圖像寬度約為900像素,高度為8000~20000像素。為解決缺陷尺寸相對(duì)于整幅底片圖像占比很小導(dǎo)致的檢出率較低及不同底片圖像尺寸不一等問題,設(shè)計(jì)和研發(fā)了一種自適應(yīng)裁剪工具,以提高缺陷在圖像中的相對(duì)占比,同時(shí)確保圖像尺度在較小的范圍內(nèi)波動(dòng)。經(jīng)試驗(yàn)分析和評(píng)估,設(shè)定裁剪后單張底片圖像的尺寸為2000像素×1000像素。
樣本隨機(jī)劃分:
在深度學(xué)習(xí)算法中,通常將原始數(shù)據(jù)集劃分為訓(xùn)練集、驗(yàn)證集和測(cè)試集3個(gè)部分,劃分時(shí)需要盡可能保持?jǐn)?shù)據(jù)分布的一致性。其中訓(xùn)練集用于學(xué)習(xí)模型參數(shù),驗(yàn)證集用于挑選超參數(shù),測(cè)試集用于判定訓(xùn)練出模型是否達(dá)標(biāo)。

圖3 射線檢測(cè)底片圖像處理的主要算法流程
缺陷圖像增強(qiáng)顯示算法
在缺陷樣本的標(biāo)注及閱覽缺陷細(xì)節(jié)特征等過程中,需要反復(fù)對(duì)缺陷的X射線檢測(cè)圖像進(jìn)行調(diào)整,通過調(diào)整圖像亮度、缺陷的對(duì)比度和辨識(shí)度等,達(dá)到增強(qiáng)缺陷圖像顯示的效果。針對(duì)該技術(shù)需求,筆者開發(fā)了智能灰階工具和窗技術(shù),智能灰階和窗技術(shù)的處理效果如圖4所示。
智能灰階工具:
在醫(yī)學(xué)影像學(xué)領(lǐng)域,可以使用自適應(yīng)直方圖均衡方法,計(jì)算圖像中多個(gè)局部區(qū)域的直方圖,之后通過重新分布亮度來(lái)改變圖像的對(duì)比度,該方法對(duì)于明暗區(qū)域?qū)Ρ让黠@的X射線檢測(cè)圖像有較好的圖像增強(qiáng)顯示效果。但是管道環(huán)焊縫的X射線底片圖像明暗區(qū)域?qū)Ρ炔⒉幻黠@,像素值分布比較均勻,采用與醫(yī)學(xué)X射線圖像相同的處理方法時(shí),會(huì)出現(xiàn)過度放大圖像中均勻區(qū)域噪聲的現(xiàn)象。限制對(duì)比度自適應(yīng)直方圖均衡方法(智能灰階)可將輸入的影像按照像素點(diǎn)分成塊區(qū)域,再對(duì)每一個(gè)區(qū)域進(jìn)行自適應(yīng)直方圖均衡處理,可有效減少噪點(diǎn),保存缺陷影像的細(xì)節(jié)特征。
窗技術(shù):
在醫(yī)學(xué)影像學(xué)領(lǐng)域,窗技術(shù)是觀察不同密度正常組織或病變組織的一種顯示技術(shù),包括窗寬和窗位。提高窗位則圖像變黑;降低窗位則圖像變白。增大窗寬,則圖像層次增多且對(duì)比度下降;縮小窗寬,則圖像層次減少,組織間對(duì)比度增加。引入窗技術(shù),評(píng)片人員可通過調(diào)節(jié)窗寬和窗位來(lái)改變X射線底片圖像黑白及不同區(qū)域間的對(duì)比度,以便于觀察各類形態(tài)不同的缺陷,達(dá)到輔助評(píng)片的目的。

圖4 智能灰階和窗技術(shù)的處理效果
缺陷特征的深度學(xué)習(xí)算法
基于深度學(xué)習(xí)的主流目標(biāo)檢測(cè)算法根據(jù)有無(wú)候選框生成階段分為雙階段目標(biāo)檢測(cè)算法和單階段目標(biāo)檢測(cè)算法兩類。雙階段目標(biāo)檢測(cè)算法(如Faster R-CNN算法)先在圖像中提取候選區(qū)域,然后基于候選區(qū)域做二次修正得到檢測(cè)結(jié)果,其檢測(cè)精度較高,但檢測(cè)速度較慢;單階段目標(biāo)檢測(cè)算法(如YOLO算法)直接對(duì)圖像進(jìn)行計(jì)算,生成檢測(cè)結(jié)果,檢測(cè)速度快,但檢測(cè)精度相對(duì)較低。
筆者同時(shí)采用了這兩類目標(biāo)檢測(cè)算法并基于不同缺陷數(shù)據(jù)集進(jìn)行了設(shè)計(jì)和調(diào)優(yōu),最終確定對(duì)于環(huán)焊縫區(qū)域和圓形缺陷采用Faster R-CNN算法,未熔合和條形缺陷采用YOLO算法。
環(huán)焊縫區(qū)域檢測(cè)
焊縫樣本集具有以下特點(diǎn):
① 焊縫圖像尺寸變化范圍較小;
② 裁剪后的焊縫樣本集高度為2000像素,寬度為100~600像素;
③ 高寬比為3.3~20的焊縫圖像占比較大。
圓形缺陷檢測(cè)
圓形缺陷圖像樣本集具有以下特點(diǎn):
① 缺陷高度為13~644像素,寬度為15~213像素;
② 缺陷高寬比為0.25~10.3,跨度較大。
圓形缺陷樣本圖像的面積分布如下:
① 面積小于322像素的占11%;
② 面積介于322像素和962像素之間的占84%;
③ 面積大于962像素的占5.46%。
基于以上特點(diǎn),筆者設(shè)計(jì)了不同的網(wǎng)絡(luò)結(jié)構(gòu)、數(shù)據(jù)增強(qiáng)方法、預(yù)訓(xùn)練模型、參數(shù)設(shè)置、loss函數(shù)以及nms算法,開展了12組消融試驗(yàn),并選擇以Faster R-CNN作為圓形缺陷的目標(biāo)檢測(cè)方法,主干網(wǎng)絡(luò)采用ResNet101,同時(shí)考慮到缺陷尺寸變化較大,引入特征金字塔結(jié)構(gòu)(FPN)來(lái)對(duì)主干網(wǎng)絡(luò)進(jìn)行改造。
未熔合和條形缺陷檢測(cè)
未熔合為斷續(xù)的細(xì)直黑線,長(zhǎng)寬比變化非常劇烈。條形缺陷的形狀特征不規(guī)則,通常將長(zhǎng)寬比大于3的缺陷判斷為條形缺陷。由于YOLO算法有卷積層池化作用,圖像會(huì)不斷地進(jìn)行壓縮。然而大部分缺陷屬于小尺寸目標(biāo),默認(rèn)的候選邊界框?qū)π〕叽缒繕?biāo)存在檢測(cè)不準(zhǔn)確的問題。筆者通過K-meas聚類分析得到合適的anchor box尺寸,并設(shè)計(jì)了8組消融試驗(yàn),最終確定了超參設(shè)置和檢測(cè)模型。
缺陷智能識(shí)別效果和分析
評(píng)價(jià)指標(biāo)
筆者采用查準(zhǔn)率和查全率對(duì)缺陷特征的智能識(shí)別檢測(cè)結(jié)果進(jìn)行評(píng)估。查準(zhǔn)率和查全率通常借助混淆矩陣進(jìn)行得分統(tǒng)計(jì),混淆矩陣包括4個(gè)子定義:
真正例(TP),實(shí)際為正例,預(yù)測(cè)為正例;
真反例(TN),實(shí)際為負(fù)例,預(yù)測(cè)為負(fù)例;
假正例(FP),實(shí)際為負(fù)例,預(yù)測(cè)為正例;
假反例(FN),實(shí)際為正例,預(yù)測(cè)為負(fù)例。
查準(zhǔn)率Pr是指在所有預(yù)測(cè)為正例中真正例的比例,即預(yù)測(cè)的準(zhǔn)確性;查全率R是指在所有正例中被正確預(yù)測(cè)的比例,即預(yù)測(cè)正確的覆蓋率。
交并比(IoU)衡量的是兩個(gè)區(qū)域的重疊程度,是兩個(gè)區(qū)域重疊部分面積占二者總面積的比例。交并比計(jì)算方式如圖5所示,兩個(gè)矩形框的交并比是紅色交叉面積與紅色合并面積比值。交并比為0.5,并不意味著每個(gè)框剛好有50%與另外一個(gè)框面積重疊,而是每個(gè)框大約有2/3的面積重疊。

圖5 交并比計(jì)算方式示意
智能識(shí)別效果及分析
經(jīng)過數(shù)據(jù)清洗和預(yù)處理,以3000余張?jiān)嫉腦射線檢測(cè)底片圖像作為樣本數(shù)據(jù),進(jìn)行缺陷智能識(shí)別算法的開發(fā)和調(diào)試。由于缺陷僅存在于X射線底片圖像中的焊縫區(qū)域,筆者首先檢測(cè)焊縫并提取其為感興趣區(qū)域(ROI),然后對(duì)ROI執(zhí)行未熔合等缺陷的識(shí)別和檢測(cè)算法。由于焊縫檢測(cè)采用深度學(xué)習(xí)目標(biāo)檢測(cè)方法,需對(duì)大量圖像進(jìn)行焊縫標(biāo)注,以得到用于訓(xùn)練焊縫檢測(cè)模型的樣本集。環(huán)焊縫及主要缺陷特征樣本的智能識(shí)別結(jié)果如表1所示。
表1
環(huán)焊縫及主要缺陷特征樣本智能識(shí)別結(jié)果

環(huán)焊縫檢測(cè)效果及分析
采用Faster R-CNN最優(yōu)焊縫模型對(duì)1464張測(cè)試樣本進(jìn)行檢出效果測(cè)試, 設(shè)置IoU閾值為0.5及置信度閾值為0.8情況下,焊縫圖像的查準(zhǔn)率和查全率均達(dá)到了99.9%。即該算法能實(shí)現(xiàn)焊縫區(qū)域的準(zhǔn)確檢出,同時(shí)具有很低的誤檢率。焊縫圖像的智能識(shí)別效果如圖6所示,可見焊縫智能識(shí)別模型能夠適應(yīng)圖像亮度、對(duì)比度及圖像邊緣過渡區(qū)域變化,檢測(cè)結(jié)果穩(wěn)定且滿足缺陷檢測(cè)的要求。
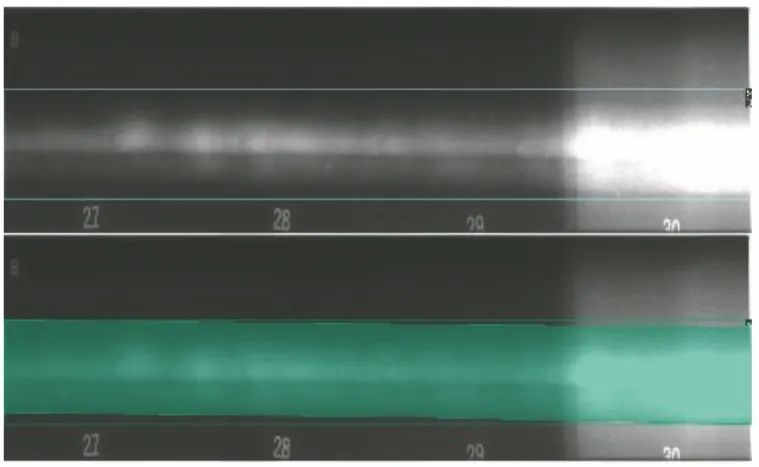
圖6 焊縫圖像的智能識(shí)別效果示例
(上:焊縫標(biāo)注區(qū)域;下:焊縫智能識(shí)別區(qū)域)
圓形、條形及未熔合缺陷的檢測(cè)效果及分析
根據(jù)中俄東線X射線檢測(cè)的實(shí)際缺陷數(shù)量分布情況,確定圓形缺陷、未熔合及條形缺陷是最主要的3種焊接缺陷類型,基于這3種缺陷的圖像樣本數(shù)據(jù),進(jìn)行了智能識(shí)別算法開發(fā)和調(diào)試其缺陷圖像的人工標(biāo)注和智能識(shí)別效果對(duì)比如圖7所示。
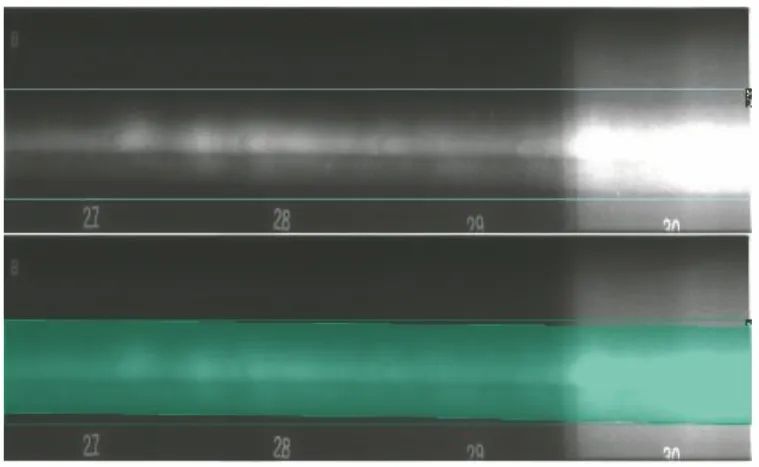
圖7 圓形、條形及未熔合缺陷圖像的人工標(biāo)注和智能識(shí)別效果對(duì)比示例
圓形缺陷的智能識(shí)別:
設(shè)置IoU閾值為0.5及置信度閾值設(shè)為0.8情況下,焊縫圖像的查準(zhǔn)率和查全率分別為86.9%和97.8%。對(duì)不同尺寸圓形缺陷,其智能識(shí)別效果有所差異,對(duì)于面積小于322像素的圓形缺陷,缺陷圖像的形態(tài)變化很小且對(duì)比度較明顯,樣本標(biāo)注較為精確;圓形缺陷面積為322~962像素時(shí)(樣本中該尺寸缺陷占比極大),其主要由單個(gè)缺陷、小范圍聚集狀缺陷及小區(qū)域的微弱缺陷組成,缺陷形態(tài)跨度較大,檢測(cè)指標(biāo)降低;圓形缺陷面積大于962像素時(shí),該類缺陷主要是聚集狀缺陷,由于標(biāo)注為一個(gè)整體時(shí)會(huì)包含大量的背景區(qū)域,實(shí)際模型檢測(cè)時(shí)可能將缺陷逐個(gè)檢出,而非整體檢出,計(jì)算得到的交并比降低至閾值以下,最終導(dǎo)致對(duì)標(biāo)注為大缺陷的圓形缺陷的查準(zhǔn)率和查全率指標(biāo)偏低。此外,面積大于962像素的圓形缺陷訓(xùn)練樣本比例較低,可能是導(dǎo)致指標(biāo)值降低的另一方面原因。
未熔合及條形缺陷的智能識(shí)別:
與圓形缺陷不同,未熔合及條形缺陷圖像的形態(tài)相似性更大,為提高這兩類缺陷的識(shí)別分類準(zhǔn)確性,采用同一個(gè)YOLO深度學(xué)習(xí)算法進(jìn)行智能識(shí)別模型的開發(fā)和調(diào)試。該做法引入了一種競(jìng)爭(zhēng)機(jī)制,將未熔合和條形缺陷圖像的細(xì)微差異嵌入到訓(xùn)練智能識(shí)別模型中,并最終在兩類缺陷的分類準(zhǔn)確性方面體現(xiàn)出來(lái)。由表1可見,未熔合缺陷的查準(zhǔn)率和查全率較低,存在較多的誤判和漏判問題。這主要是中俄東線管道環(huán)焊縫的厚度大,單個(gè)未熔合缺陷的自身高度低于一個(gè)焊層厚度,在X射線底片上未熔合缺陷影像的黑度和對(duì)比度偏低,導(dǎo)致未熔合缺陷圖像的智能識(shí)別更加困難。
裂紋缺陷的智能識(shí)別:
由于裂紋缺陷數(shù)量較少,未單獨(dú)進(jìn)行裂紋缺陷的智能識(shí)別算法模型開發(fā)。采用上述圓形缺陷、未熔合及條形缺陷的智能算法模型,測(cè)試了中俄東線北段的19處裂紋缺陷底片圖像。裂紋缺陷的智能識(shí)別算法測(cè)試結(jié)果如表2所示,現(xiàn)有智能檢測(cè)模型共報(bào)告30處缺陷,其中15處識(shí)別為未熔合缺陷,且其置信度大多在0.5以上,高于真實(shí)未熔合缺陷的平均值。裂紋缺陷檢測(cè)效果如圖8所示,圖8a,b兩個(gè)裂紋缺陷識(shí)別結(jié)果為未熔合,圖8c裂紋識(shí)別為條形缺陷。初步分析,裂紋缺陷智能識(shí)別的置信度偏高,其主要原因與裂紋缺陷的黑度和對(duì)比度偏高有關(guān)。可見,智能識(shí)別算法模型對(duì)于裂紋缺陷有較好的識(shí)別作用,且多數(shù)分類為未熔合,盡管有4處識(shí)別為條形缺陷及11處非裂紋缺陷誤判為未熔合和條形缺陷,結(jié)合缺陷智能識(shí)別分類的置信度排序,仍有望提升裂紋、未熔合等危害性缺陷的排查效率。
表2
裂紋缺陷的智能識(shí)別算法測(cè)試結(jié)果
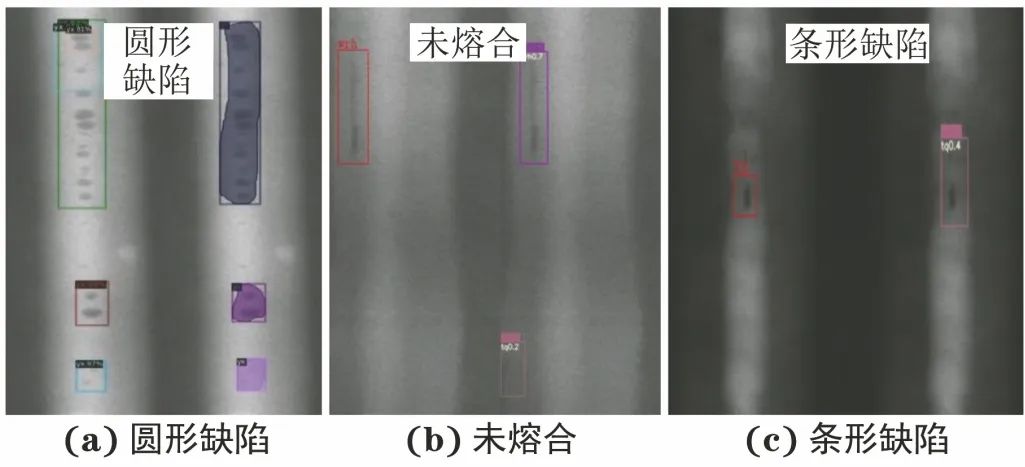


圖8 裂紋缺陷檢測(cè)效果示例
缺陷圖像智能識(shí)別技術(shù)的應(yīng)用展望
當(dāng)前,基于X射線檢測(cè)底片圖像的缺陷智能識(shí)別技術(shù),可用于輔助評(píng)片和環(huán)焊縫質(zhì)量排查,及時(shí)減少漏判、誤判,提高危害性缺陷排查的技術(shù)水平和效率。
缺陷智能分析技術(shù)在管道環(huán)焊縫全生命周期中的作用如圖9所示,除建設(shè)期產(chǎn)生的射線、超聲等檢測(cè)圖像數(shù)據(jù)外,在役管道還需要進(jìn)行周期性的內(nèi)檢測(cè)及相應(yīng)的開挖檢測(cè),管道運(yùn)行階段仍會(huì)不斷產(chǎn)生新的管道環(huán)焊縫檢測(cè)數(shù)據(jù)。通過與建設(shè)期移交的無(wú)損檢測(cè)缺陷數(shù)據(jù)等進(jìn)行自動(dòng)對(duì)比,可以快速準(zhǔn)確地實(shí)現(xiàn)補(bǔ)口腐蝕和焊縫缺陷增長(zhǎng)的智能分析預(yù)測(cè),更好地做出維護(hù)修復(fù)決策。X射線檢測(cè)底片圖像的缺陷智能識(shí)別技術(shù),將在DR射線檢測(cè)圖像、AUT檢測(cè)三維圖像、內(nèi)檢測(cè)信號(hào)圖像等方面繼續(xù)發(fā)展,助力管道大數(shù)據(jù)價(jià)值的充分挖掘,實(shí)現(xiàn)管道智能化運(yùn)營(yíng)管理水平的提升。
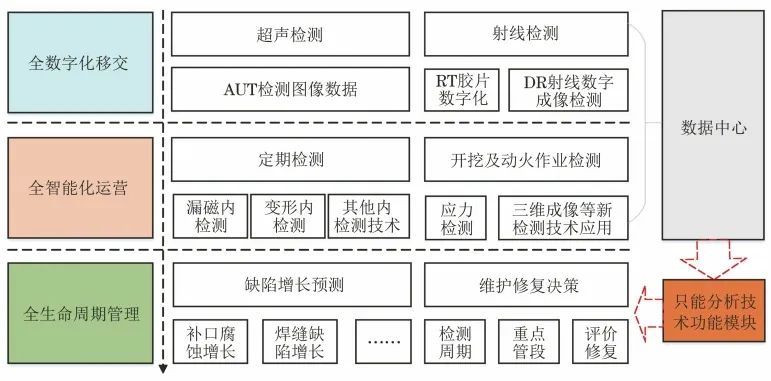
圖9 缺陷智能分析技術(shù)在管道環(huán)焊縫全生命周期中的作用框圖
結(jié)語(yǔ)
基于中俄東線北段管道全數(shù)字化移交的射線檢測(cè)底片圖像和人工評(píng)級(jí)結(jié)果,通過數(shù)據(jù)清洗和缺陷特征標(biāo)注,建立了全自動(dòng)焊接環(huán)焊縫射線檢測(cè)缺陷樣本數(shù)據(jù)庫(kù),可用于缺陷智能識(shí)別算法的調(diào)試、優(yōu)化和效果評(píng)價(jià)。采用Faster R-CNN、YOLO等最新深度學(xué)習(xí)算法,完成了未熔合等主要類型缺陷智能識(shí)別技術(shù)的研究和開發(fā),初步實(shí)現(xiàn)了未熔合、裂紋等危害性缺陷的智能識(shí)別。
在“全數(shù)字化移交、全智能化運(yùn)營(yíng)、全生命周期管理”的目標(biāo)框架下,射線檢測(cè)底片缺陷智能識(shí)別技術(shù)的開發(fā)和應(yīng)用,可應(yīng)用于輔助評(píng)片、危害性缺陷篩查及判斷缺陷增長(zhǎng)情況,從而實(shí)現(xiàn)管道大數(shù)據(jù)價(jià)值的充分挖掘,提升管道智能化運(yùn)營(yíng)管理的水平。