
相控陣超聲檢測技術是上世紀90年代出現的先進超聲檢測技術,該技術是通過對換能器陣列不同單元在發射或接收聲波時施加不同時間延遲規則(聚焦法則),實現超聲聲束移動、偏轉和聚焦等功能的超聲成像檢測技術。聲束移動、偏轉及聚焦原理見圖1,超聲成像顯示見圖2。

相控陣超聲檢測系統主要由換能器陣列和控制單元組成,換能器陣元按照一定的規則進行排列,具有獨立的收/發控制模塊,當換能器處于發射狀態時,控制單元按照一定的延時規律控制換能器各陣元的發射延時時間,從而控制發射超聲波束的聚焦和指向,實現聲束在一定范圍內的移動、偏轉和聚焦。換能器接收過程同樣遵守上述幾何聚焦延遲規律,與換能器的發射狀態是互逆過程。檢測中,聲束遵循一定的規律在介質中進行傳播,當介質中缺陷處聲阻抗發生變化時,會產生一定聲強的反射信號。該點到達換能器陣列中各陣元的路徑不同,從而導致該點處產生的反射信號到達各陣元時間存在一定的差異。各陣元按照設定的延遲量Δt對回波信號進行延時求和,使來自缺陷的回波信號實現同相,達到增強的目的,實現接收聚焦,相控陣超聲檢測原理如圖3所示。
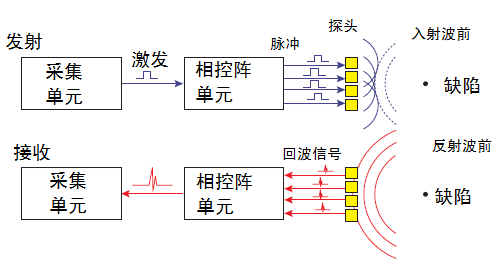
圖3 相控陣超聲檢測原理圖
相控陣超聲技術的最早應用始于20世紀70年代的醫學超聲診斷領域;到80年代早期,相控陣超聲從醫學領域發展到工業領域;到80年代中期,隨著計算機技術的飛速發展,相控陣超聲成像技術逐步應用于航空航天、核工業等重要工業領域;到90年代,隨著小型便攜式相控陣超聲設備研制成功,相控陣超聲技術得到快速發展并廣泛應用于各領域。
在國外,相控陣超聲檢測技術已廣泛應用于航空航天、石化、電力、核工業等領域,如航空航天特種焊縫檢測、飛機機身腐蝕C掃描檢測、化工加氫反應器特殊焊縫及位置檢測、大型渦輪葉片根部裂紋檢測、核容器大厚板異種鋼焊縫檢測、長距離石油天然氣輸送管線對接焊縫檢測等。在國內,隨著相控陣超聲技術于90年代末的引入,近年來在相控陣超聲設備開發、技術應用等方面取得了長足的發展。目前在航空航天、核工業、橋梁及國防等領域已有較多應用案例:在航空航天領域文獻記載使用相控陣超聲動態聚焦方法對航空發動機粉末高溫合金圓盤件的微小缺陷(Ф0.4-14dB)取得了較好的檢測效果及較高的檢測效率,使用噴水耦合的相控陣C掃描技術,在滿足檢測要求前提下能快速檢測出飛機復合材料脫粘缺陷;核工業中使用相控陣超聲檢測超厚板異種鋼對接焊縫具有常規超聲無法達到的檢測效果;在橋梁制造中,使用相控陣超聲技術對大型橋梁鋼箱梁U肋角焊縫的熔透深度進行測量取得成功;在國防領域應用相控陣超聲技術進行深潛器特殊位置焊縫的焊接質量檢測,取得了理想的效果。相對于相控陣超聲技術的發展及應用,目前國內外相控陣超聲檢測標準也陸續頒布實施,標準涉及儀器、探頭、試塊及檢測方法等諸多方面,目前主要標準見表1。美國ASME標準Ⅴ卷A篇強制性附錄Ⅳ及Ⅴ中對焊縫手工相控陣超聲檢測及采用E掃描、S掃描檢測焊縫進行了詳細規定;ASTM E2491及E2700等標準對相控陣技術的原理、工藝及性能評價等進行了詳細敘述,并給出了相關應用案例;GB/T 32563是國內首部相控陣超聲檢測方法標準,該標準對相控陣超聲檢測方法及工藝設計等進行了較詳細的描述。表1 相控陣超聲技術相關標準
|
序號 |
標準名稱 |
|
1 |
ASTM E2491-2013 Standard Guide for Evaluating Performance Characteristics of Phased-Array Ultrasonic Testing Instruments and Systems |
|
2 |
ASTM E2700-2014 Standard Practice for Contact Ultrasonic Testing of Weld Using Phased Arrays |
|
3 |
ASTM E2904-2012 Standard Practice for Characterization and Verification of Phased Array Probes |
|
4 |
ISO 18563-1 2015 Non-destructive testing-Characterization and Verification of ultrasonic phased array equipment-part 1: Instruments |
|
5 |
ISO 18563-2 2015 Non-destructive testing-Characterization and Verification of ultrasonic phased array equipment-part 2: Probes |
|
6 |
ISO 18563-3 2015 Non-destructive testing-Characterization and Verification of ultrasonic phased array equipment-part 3: Combined systems |
|
7 |
ISO DIS13588-2015 Non-Destructive Testing of Welds-Ultrasonic Testing-Use of (semi-) Automated Phased Array Technology |
|
8 |
ISO 19285-2016 Non-destructive testing of welds-Phased arrayultrasonic testing (PAUT)-Acceptance levels |
|
9 |
ISO 19675-2017 Non-destructive testing-ultrasonic testing-Specification for a calibration block for phased array testing (PAUT) |
|
10 |
ASME 2021 Boiler & Pressure Vessel Code SectionⅤNondestructive Examination |
|
11 |
EN 16018-2011 Non-destructive testing-Terminology-Terms used in ultrasonic testing with phased array |
|
12 |
GB/T 32563-2016 無損檢測超聲檢測相控陣超聲檢測方法 |
|
13 |
GB/T 29302-2012 相控陣超聲檢測系統的性能與檢驗 |
|
14 |
NB/T 47013.15-2021 承壓設備無損檢測 第15部分:相控陣超聲檢測 |
|
15 |
JB/T 11731-2013 無損檢測相控陣超聲探頭通用技術條件 |
|
16 |
JB/T 11779-2014 無損檢測相控陣超聲檢測儀技術條件 |
|
17 |
JJF 1338-2012 相控陣超聲探傷儀校準規范 |
綜上所述,相控陣超聲檢測技術是近年來隨著制造業快速發展而興起的無損檢測新技術,該技術具有常規無損方法無法比擬的諸多優勢。相信隨著相控陣超聲技術的更進一步發展及國內外標準的逐步完善,該檢測技術必將在各大工業領域得到更廣泛推廣并發揮出巨大作用。







