為了深入分析耐張線夾缺陷的產生原因,及時發現和消除缺陷,保障用電安全,安徽新力電業科技咨詢有限責任公司的技術人員將檢測結果進行量化統計,總結耐張線夾的典型缺陷,明確耐張線夾上缺陷的分布位置和產生原因,統計和分析缺陷的種類和分布規律,針對不同缺陷出現的概率提出處理建議,以利于進一步提升耐張線夾的質量管理水平。
缺陷量化分析
耐張線夾主要的壓接部件為鋁管、鋼錨、防滑槽、芯線和鋁線等。耐張線夾檢測區域如圖1所示,其中鋼錨與鋁套管壓接部位為區域1,鋼芯與芯線壓接部位為區域2,鋁管和鋁線壓接部位為區域3。

截至2019年11月,某單位共計完成32條線路和10240個接頭的射線檢測,累計共發現缺陷4126處,根據 《液壓型耐張線夾射線照相檢測及評價導則》 評定,其中Ⅰ級注意缺陷(暫不處理的缺陷)有2883處(主要為鋁線散股),Ⅱ級異常缺陷有953處(鋁線散股比例大于15%),Ⅲ級嚴重缺陷有290處。

如圖2所示,按照相關國家標準要求,Ⅰ級注意缺陷暫不處理,Ⅱ級異常缺陷需結合停電檢修復檢,Ⅲ級嚴重缺陷需開斷重新壓接或補壓。
以290處Ⅲ級嚴重缺陷的總數為基數,按Ⅲ級嚴重缺陷出現的區域、數量、占比進行統計,結果如表1所示。
表1 耐張線夾各區域的Ⅲ級缺陷統計結果
|
部位 |
缺陷種類 |
缺陷數量 |
缺陷占比(總缺陷290處) |
|
區域1 |
防滑槽未壓緊 防滑槽漏壓 鋼錨斷裂 |
272 |
93.79% |
|
區域2 |
芯線未壓接 鼓脹 芯線斷裂 |
18 |
6.21% |
|
區域3 |
鋁線散股 |
77 |
26.55% |
由表1可知,耐張線夾區域1出現Ⅲ級嚴重缺陷的數量和概率都是最高的,出現缺陷的概率為93.97%;其次為區域3,出現缺陷的概率為26.55%;區域2出現Ⅲ級嚴重缺陷的概率最低,為6.21%(部分耐張線夾在區域1和區域3同時存在缺陷)。累計出現的各類Ⅲ級嚴重缺陷的數量和占比如圖3所示。

由圖3可知,耐張線夾缺陷呈兩極分化的趨勢,最易出現的是防滑槽未壓緊、防滑槽漏壓以及鋁線散股這3類缺陷,共占總缺陷的93.1%(去除重復統計的缺陷)。
數量較少的缺陷為芯線斷裂、鋼錨斷裂、芯線未壓接、鼓脹等,這些缺陷出現的概率累計為6.89%。
典型Ⅲ級嚴重缺陷分析
1 防滑槽未壓緊和芯線斷裂缺陷
2019年3月4日,對500kV某輸電線路耐張壓接管進行射線檢測,發現某子導線存在防滑槽未壓緊和芯線斷裂的現象,其射線檢測圖像如圖4所示。

從圖4左側矩形區內可以清楚看到耐張線夾外部鋁管和防滑槽的壓接狀態,從鋁管表面壓痕來看,左側鋁管有壓接跡象,而耐張線夾鋁管和鋼錨防滑槽之間存在明顯間隙,出現缺陷的原因是壓接過程中壓接不到位。
從圖4右側矩形區域內看到芯線與鋼芯連接部位出現了明顯斷口。造成芯線斷裂的原因為芯線壓接速度過快。
2 芯線未壓接缺陷
2019年4月7日,對某±800kV線路耐張壓接管進行射線檢測,發現某子導線未壓接到位,檢測圖像如圖5所示。
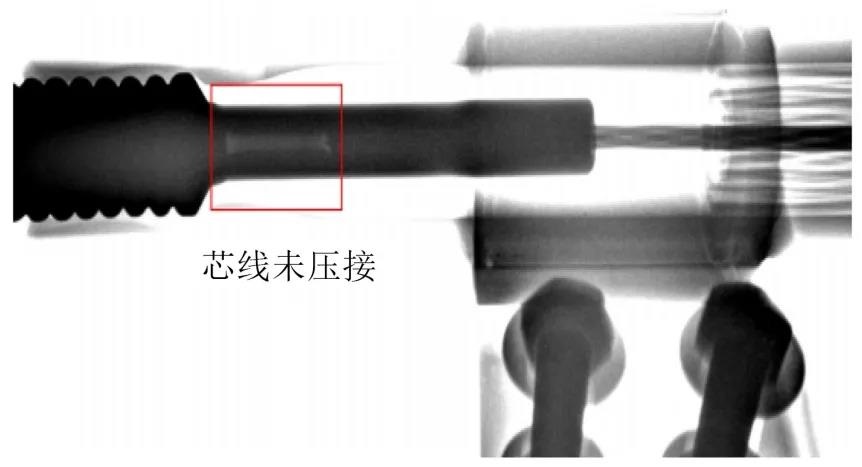
在正常情況下,鋼芯電阻率大,載流量小,故主要用于承載張力。當芯線未壓接或壓接不足時,耐張線夾抗拉性能差,芯線未壓接部分易出現脫落、斷裂等缺陷。
3 鋁管鼓脹缺陷
對±800kV某線路耐張線夾進行射線檢測,發現某側鋁管鼓脹,射線檢測圖像如圖6所示。

由圖6可知,耐張線夾區域2的鋁管兩側鼓脹明顯。鋁管鼓脹區域內部同時聚集雨水,內部聚集的雨水會促使耐張線夾腐蝕,同時線夾積水遇冷結冰會產生膨脹,進一步加劇鼓脹的危害,最終造成耐張線夾失效。
4 鋼錨斷裂
2019年1月13日,對某±500kV線路耐張壓接管進行射線檢測,發現某側兩根壓接管內鋼錨斷裂,射線檢測圖像如圖7所示。

從圖7可以看出,斷裂位置處于鋼錨的防滑槽與鋼芯連接處。將鋼錨斷裂耐張線夾進行解剖,斷面外觀如圖8所示。

由圖8可知,鋼錨在彎曲載荷下過載開裂,起裂點位于鋼錨防滑槽向鋼芯的過渡處。同時觀察發現鋼錨各個方向壁厚不均勻, 裂紋方向由薄壁處向厚壁處延伸。
壓接后施工單位未對鋼錨進行校直,彎曲的鋼錨在鋁套管內受彎曲載荷作用,存在應力集中,導致鋼錨在鋁套管\|防滑槽的壓接過程中過載斷裂。
缺陷成因統計
結合對耐張線夾的射線檢測統計數據以及現場檢測結果,將Ⅲ級嚴重缺陷分為兩種:安裝缺陷和運行缺陷。安裝缺陷是指耐張線夾安裝過程中產生的缺陷,運行缺陷是指耐張線夾安裝后,在運行狀態下產生的缺陷,其占比如圖9所示。

其中,防滑槽未壓緊、防滑槽漏壓、芯線未壓接、鋁線散股、鋼錨斷裂、芯線斷裂等6種典型缺陷為安裝缺陷,缺陷的成因為安裝過程中的操作不當和安裝人員的責任心不強;鼓脹缺陷為自然原因造成的缺陷。安裝缺陷占總缺陷的95.86%,自然原因造成的缺陷占總缺陷的4.14%。
結語
1 線夾的安裝必須遵守有關安裝操作規程的規定,在安裝過程中要嚴格規范施工,且耐張線夾安裝后,應當校驗安裝結果,檢查壓接質量,以減少缺陷的數量。
2 對耐張線夾缺陷種類進行統計分析,確定了各種類型缺陷出現的概率。對最容易出現缺陷的部位,如防滑槽和鋁線,應當進行重點檢查。
3 在施工過程中,應完善施工制度,保障施工質量,提高施工人員的素質。