機械構(gòu)件及產(chǎn)品在制造過程中必然會引入殘余應(yīng)力,殘余應(yīng)力對構(gòu)件的性能和服役壽命會產(chǎn)生重要影響。殘余應(yīng)力的測試方法眾多,X射線測試技術(shù)作為一種非破壞性測試方法,其理論成熟、方法簡單,在工程上得到了廣泛應(yīng)用。

在儀器精度滿足要求、參數(shù)設(shè)置正確的條件下,還應(yīng)考慮以下因素對測試結(jié)果的影響:
1 取樣
測試中,僅對一個樣本使用X射線衍射(XRD)殘余應(yīng)力分析進行應(yīng)力特征描述是有風(fēng)險的,因為它可能不足以表示殘余應(yīng)力的統(tǒng)計分布。失效構(gòu)件的殘余應(yīng)力測試結(jié)果可能會喪失準(zhǔn)確性,因為在構(gòu)件失效后,殘余應(yīng)力可能會發(fā)生很大變化或松弛。理想情況下,應(yīng)考慮使用具有相似服役記錄的非斷裂件進行測試與分析。當(dāng)材料表面存在保護涂層時,應(yīng)采取措施在不改變表面或亞表面殘余應(yīng)力狀態(tài)的情況下去除涂層。機械拋光或研磨會改變表面和亞表面的殘余應(yīng)力分布,根據(jù)經(jīng)驗,此過程之后應(yīng)進行電解拋光處理,以消除前述影響。
2 應(yīng)力梯度
在垂直于材料表面的方向存在較大應(yīng)力梯度,或材料中存在三維應(yīng)力。很多情況下,如表面磨削、表面熱處理、滲碳淬火、噴丸等加工方式,都會造成試樣表面或沿層深方向存在很大的應(yīng)力梯度,應(yīng)逐層剝層進行測試,必要時應(yīng)予以應(yīng)力修正,并繪制出應(yīng)力梯度分布曲線。在較大的應(yīng)力梯度下(大于10 MPa/μm),每個傾斜角度測試得到的應(yīng)力都會不同。
用于去除表面層的任何機械或放電加工都會產(chǎn)生殘余應(yīng)力,從而改變表面的原始應(yīng)力場。因此,如果需要去除表面層,建議使用電解拋光。當(dāng)去除較深的輪廓層時,要重點考慮裸露表面上殘余應(yīng)力的重新分布或松弛,尤其是在樣品相對較薄的情況下。在進行梯度測試時,準(zhǔn)確測量去除的材料深度增量是非常重要的,其可以通過準(zhǔn)確測量剛暴露的表面位置來實現(xiàn),如使用經(jīng)過校準(zhǔn)的移動顯微鏡,將焦點對準(zhǔn)新暴露的表面,使用校準(zhǔn)的千分表或千分尺進行測量等。深度應(yīng)采用多次測量的平均值,因為整個表面的材料去除可能并不均勻且均勻去除的難度很大。由于X射線所測應(yīng)力均為表面應(yīng)力,當(dāng)采用車削或磨削等剝層方式測試內(nèi)部加工應(yīng)力時,應(yīng)首先確認(rèn)附加應(yīng)力層的深度,而后進行電解拋光以去除該加工附加的應(yīng)力層。
車削加工后應(yīng)力沿層深的分布曲線如圖1所示。車削轉(zhuǎn)速為78 r/min,加工進刀量依次為0.3,0.2,0.2,0.15,0.15 mm。用電解拋光的方法進行剝層,用X射線應(yīng)力測試儀測試車削加工應(yīng)力,從工件表面開始,每隔50 μm測試一次,當(dāng)相鄰兩點應(yīng)力相近,即應(yīng)力趨于穩(wěn)定時,認(rèn)為車削引入的附加應(yīng)力消失,從而確定車削附加應(yīng)力的深度。
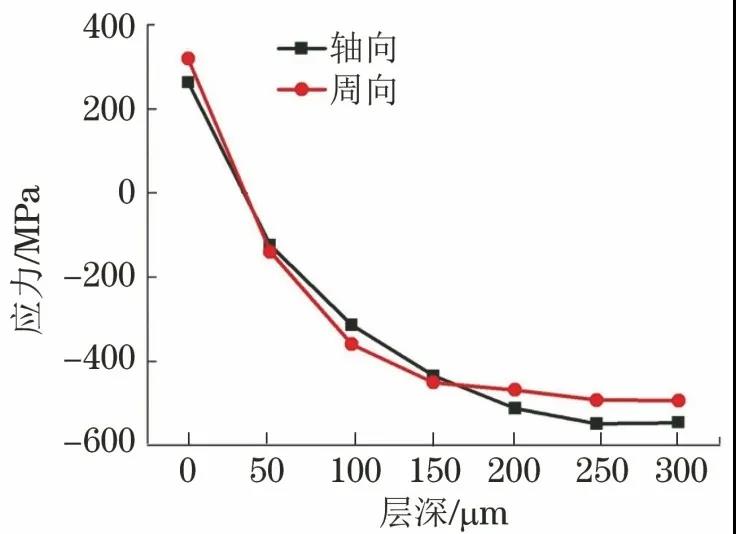
圖1 車削加工后表面應(yīng)力分布曲線
由圖1可知(應(yīng)力為正表示拉應(yīng)力,為負(fù)表示壓應(yīng)力),車削加工后表面為拉應(yīng)力,由表及里逐漸由拉應(yīng)力變?yōu)閴簯?yīng)力,在剝層深度為250~300 μm時應(yīng)力趨于穩(wěn)定。因而,車削加工所產(chǎn)生的加工應(yīng)力層深度為250~300 μm。應(yīng)注意,加工應(yīng)力層的深度和應(yīng)力分布與加工工藝有關(guān)。
對于某些應(yīng)力層較薄的零件,選擇合適的測試間距非常重要,不恰當(dāng)?shù)臏y試間距會掩蓋某些應(yīng)力的分布特征信息,給出錯誤的分布結(jié)果。滾動軸承是一類非常重要的工業(yè)零部件,廣泛應(yīng)用于汽車、飛機、火車、機床等設(shè)備中。典型的軸承滾道(磨削加工)內(nèi)表面的殘余應(yīng)力分布如圖2所示。具有該分布形式的構(gòu)件有良好的耐疲勞性能。
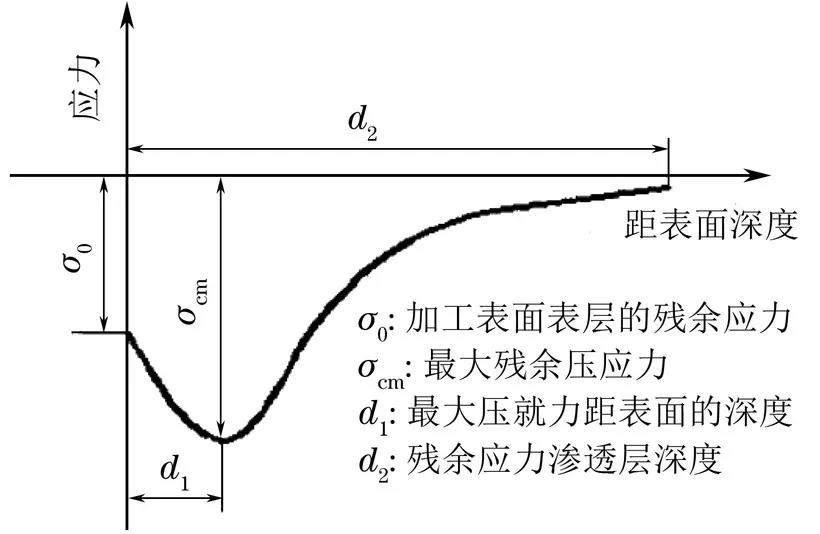
圖2 典型的軸承滾道內(nèi)表面殘余應(yīng)力分布曲線
此外,筆者測試了以車代磨(硬態(tài)切削)加工工藝的殘余應(yīng)力分布,結(jié)果如圖3所示。
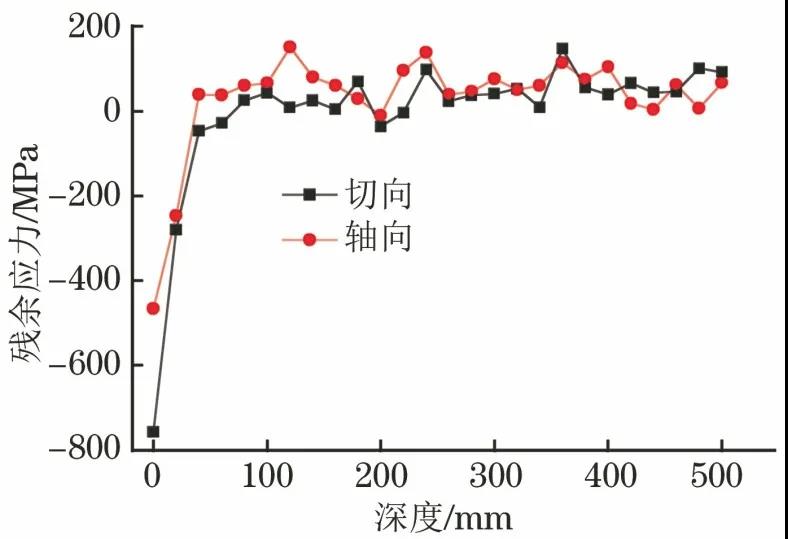
圖3 硬態(tài)切削加工殘余應(yīng)力分布曲線
由圖3可知,該工藝似乎未能達(dá)到一定深度內(nèi)具有最大壓應(yīng)力的預(yù)期目的,應(yīng)力分布偏離了典型應(yīng)力分布特征。仔細(xì)觀察發(fā)現(xiàn),在0~50 μm深度處的測試點過少,導(dǎo)致測試梯度過陡,無法真正體現(xiàn)近表層的應(yīng)力分布。當(dāng)腐蝕深度間隔控制在5 μm時,可以得到經(jīng)典的勺形應(yīng)力分布曲線,如圖4所示,壓應(yīng)力層深度大約為100 μm,次表面壓應(yīng)力最大。顯然,使用硬態(tài)切削代替磨削加工之后,也能夠在軸承滾道表面獲得與磨削一致的殘余應(yīng)力分布曲線。可見,測試間距的選擇會影響測試結(jié)果。
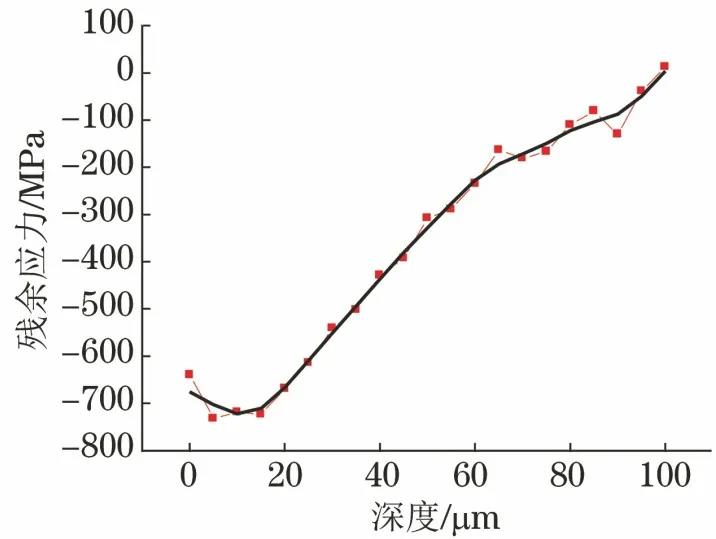
圖4 縮小測試間距后硬態(tài)切削加工殘余應(yīng)力分布曲線
如果電解拋光淺,減薄增量只占樣品厚度的百分之幾(見圖5),有研究認(rèn)為可以按下式對應(yīng)力進行修正:

式中:σ(Z1)為修正后應(yīng)力;σm(Z1)為減薄后應(yīng)力測試值;σm(H)為減薄前應(yīng)力測試值;ΔZ1為剝層厚度;Z1為減薄后的厚度;H為原始厚度。
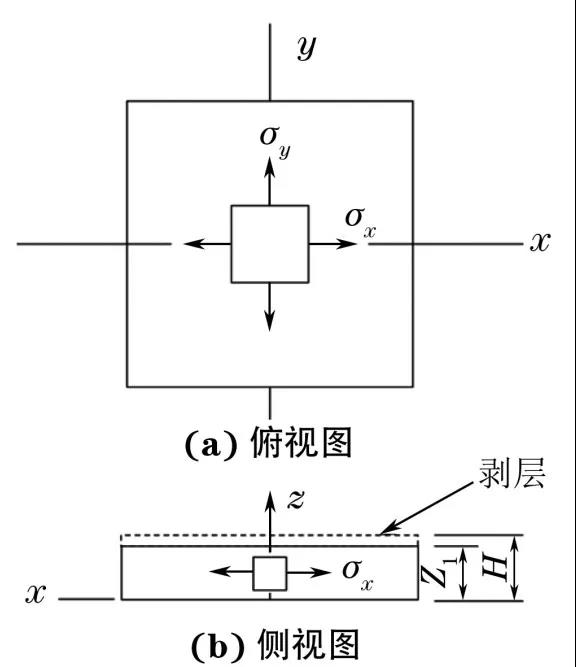
圖5 平板樣品的表面去除示意
對于空心筒體(見圖6),則3個方向的應(yīng)力按下列公式修正:
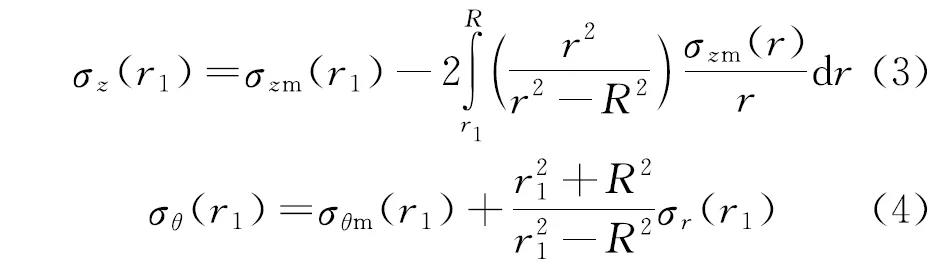
式中:r1為減薄后的半徑;R為原始半徑;σr(r1),σz(r1)和σθ(r1)分別為半徑為r1處修正后的徑向、軸向和切向應(yīng)力;σθm(r)和σzm(r)分別為半徑為r處單元體的切向應(yīng)力與軸向應(yīng)力;σzm(r1)和σθm(r1)別為半徑為r1處軸向和切向的應(yīng)力測量值。
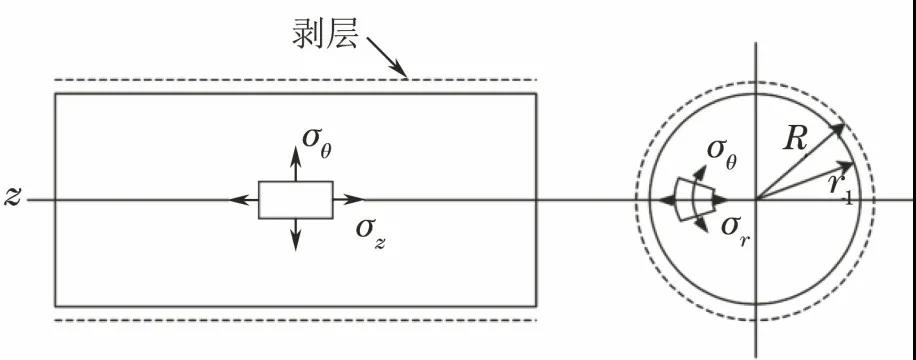
圖6 空心筒體應(yīng)力分布示意
3 強織構(gòu)
4 材料微結(jié)構(gòu)
各向異性材料非隨機晶粒取向?qū)Ψ宓男螤罨蛳鄬姸鹊挠绊戯@著。如果樣品在被采樣的區(qū)域中具有較大的晶粒尺寸(接近毫米數(shù)量級),如鑄件、焊縫等在未經(jīng)熱處理退火的情況下,應(yīng)力較大,且存在發(fā)達(dá)的樹枝晶,晶粒粗大。受射線強度和準(zhǔn)直管的面積所限,不同的ψ角下峰形變化很大。因為只有很少的晶粒參與衍射,峰強度較低,峰位置的準(zhǔn)確度較差。由于樣本容量小,統(tǒng)計結(jié)果具有很大的分散性。另外,微晶間存在應(yīng)變可能會影響大顆粒材料的應(yīng)力測試結(jié)果,導(dǎo)致衍射曲線出現(xiàn)異常的起伏或畸形,數(shù)據(jù)點呈現(xiàn)較大的跳動。解決此問題的唯一方法是增加有助于衍射峰的晶粒數(shù)量。通常,可通過增大光闌的尺寸以及ψ角和φ角的擺動來解決。此外,測試過程中,±2 mm的平移通常也可以顯著改善衍射峰輪廓。標(biāo)準(zhǔn)中推薦,一般材料的晶粒尺寸宜在10~100 μm內(nèi)。
由于測試是基于彈性力學(xué)理論,假設(shè)材料為均勻、連續(xù)和各向同性而進行的,但實際上材料是不可能完全各向同性的,且晶面間距的相對變化只是在試樣表面的部分晶粒上測得的,所測試的部位不同,晶粒的大小、擇優(yōu)取向的嚴(yán)重程度大不相同,實測數(shù)據(jù)并不滿足理論計算公式。因此對于像鋁合金、不銹鋼、鈦合金等存在大晶粒或織構(gòu)組織的材料,測試誤差較大。
如果材料是多相的,則對其某特定相的衍射峰進行分析,可獲得殘余應(yīng)力,而總殘余應(yīng)力與每個組成相及其體積分?jǐn)?shù)有關(guān),因此,在測試殘余應(yīng)力之前,應(yīng)識別出每個不同相的衍射峰。在第二相體積較大的多相材料(例如復(fù)合材料或合金)中,有必要記錄兩個相的應(yīng)力,或者至少要注意到,單個相的應(yīng)力可能不能完全描述材料中的應(yīng)力狀態(tài)。
5 粗糙度
由于殘余應(yīng)力穿透深度有限,因此,材料的粗糙度應(yīng)小于射線的穿透深度。電解拋光后的近表面層在失效分析中常常是關(guān)注的重點。測試點所在區(qū)域宜為平面,如遇曲面,針對測試點處的曲率半徑,宜選擇適當(dāng)?shù)腦射線照射面積,以能將被照射區(qū)域近似為平面為原則。對半徑為R的圓柱試樣,建議在圓周方向上使用的入射X射線最大光斑尺寸為R/6和R/4(5%精度和10%精度),軸向為R/2.5和R/2(5%和10%精度)。如果無法使光束尺寸足夠小,則可以進行校正。
6 衍射峰重疊
應(yīng)力測試的關(guān)鍵是衍射角位置的確定。目前定峰方法主要有半高寬法、拋物線法、重心法、高斯曲線法、交相關(guān)法等。這些方法的實質(zhì)是圍繞衍射峰進行的一系列數(shù)學(xué)運算,其前提是找到反映應(yīng)力變化的衍射晶面及其衍射峰。衍射峰重疊需要根據(jù)全衍射線輪廓的分析,采用合適的軟件或函數(shù)進行分峰處理,如采用Rachinger修正,Voigt函數(shù),Gaussian函數(shù),Pearson VII函數(shù)等來確定峰位。如可能應(yīng)依據(jù)大范圍的衍射圖花樣重新選擇合適的衍射峰。通常,衍射峰的形狀比起洛倫茲線型,更接近高斯線型,這使得高斯函數(shù)成為在標(biāo)準(zhǔn)X射線應(yīng)力測試應(yīng)用中,進行峰擬合的理想選擇。無論如何,所選擇測試的衍射峰應(yīng)具備孤立、完整、衍射強度高的特點,不合適的峰位選擇會產(chǎn)生系統(tǒng)誤差。
研究發(fā)現(xiàn),奧氏體不銹鋼在進行XRD殘余應(yīng)力測試時出現(xiàn)兩個衍射峰,雖然在127°的衍射峰非常明顯,但由此計算的應(yīng)力并不能反映材料的真實應(yīng)力;而149°的Kβ衍射峰雖然峰背比低,但可作為計算應(yīng)力的依據(jù)。鋁合金同樣存在雙衍射峰,但只有158°的衍射峰能夠反映應(yīng)力變化;鈦合金的兩個衍射峰均可作為應(yīng)力測定的依據(jù)。
7 衍射強度過低,衍射峰過分寬化
在衍射強度過低,衍射峰過分寬化的情況下,衍射峰的積分強度與背底強度之比較小,背底對測試的影響較大。冷加工如機加工、磨削加工、噴丸處理等會導(dǎo)致衍射峰寬化。當(dāng)衍射峰過分寬化時,說明晶粒過分細(xì)小或有非晶成分。對于大多數(shù)測試,峰強度應(yīng)為1000個計數(shù)。除了較高的峰強度外,還希望有一個定義明確的峰。通常,在整個峰上至少需要20個數(shù)據(jù)點才能獲得良好的峰位置。
8 重復(fù)性和再現(xiàn)性問題
為了評估殘余應(yīng)力測試結(jié)果中隨機誤差或系統(tǒng)誤差的影響,可以分析測試結(jié)果的重復(fù)性和再現(xiàn)性。重復(fù)性是在不更改實驗設(shè)置的情況下,順序收集的測試結(jié)果的一致性的量度。再現(xiàn)性是在不同的時間,使用不同的儀器或操作員不同,再次設(shè)置實驗時,測試結(jié)果一致性的一種度量。只有兩者的標(biāo)準(zhǔn)偏差都接近時,測試結(jié)果才是可接受的。面對新的材料或不同的材料狀態(tài)時,一般需要進行重復(fù)性和再現(xiàn)性的隨機誤差和系統(tǒng)誤差的定量化及嚴(yán)格評價。應(yīng)始終以相同的設(shè)置進行操作,否則將從樣品表面下方的不同深度獲得不同的測試結(jié)果,從而可能對測試的可重復(fù)性和可比性產(chǎn)生重大影響。
9 殘余應(yīng)力統(tǒng)計表征
X射線聚焦后照射到樣品的某個區(qū)域,被照射到的晶粒與晶體直接參與測試。測得的應(yīng)變本質(zhì)上是樣品表面下數(shù)10 μm深度的統(tǒng)計平均值。單獨某一點的一次測試并不能完美地表征殘余應(yīng)力的真實情況。實際上測試區(qū)域的殘余應(yīng)力分布與制造過程的控制技術(shù)有關(guān),制造過程產(chǎn)生的微觀結(jié)構(gòu)的不均勻性,會使得殘余應(yīng)力具備一定程度的分散性,這也可能是造成有效使用壽命與預(yù)期失效時間的巨大差異的一個因素。即使在比鄰的區(qū)域,不同位置殘余應(yīng)力的測試結(jié)果也不盡相同,因此采用統(tǒng)計分布來評價測試區(qū)域的應(yīng)力狀況是比較合理的。建議取5點測試結(jié)果進行統(tǒng)計分析。如果等效位置的測試結(jié)果差異大于試驗誤差,則應(yīng)取更多的位置進行測試。
10 應(yīng)力釋放
XRD殘余應(yīng)力的測試通常需要對零件進行切入才能進入感興趣的位置,并且通常需要評估由于取樣引起的應(yīng)力松弛情況。一般衍射區(qū)域應(yīng)距樣品邊緣1~2 mm,以避免殘余應(yīng)力松弛的影響,且樣品的表面應(yīng)與測角儀的旋轉(zhuǎn)中心重合。常使用電阻應(yīng)變計來評定切片過程中的應(yīng)力松弛。切片前應(yīng)變計元件的放置和方向需要仔細(xì)考慮。切片多數(shù)都會造成應(yīng)力釋放,釋放程度與構(gòu)件的結(jié)構(gòu)和剛度有關(guān)。切割需最大程度地降低局部熱效應(yīng),防止切片過程中產(chǎn)生的熱量造成XRD應(yīng)力測試位置的應(yīng)力松弛。應(yīng)力松弛應(yīng)通過其它計算或測量(如貼應(yīng)變片)進行校正。
垂直于樣品表面的應(yīng)力梯度可以表征材料中潛在的亞表面殘余應(yīng)力分布。大面積去除材料表面時,應(yīng)注意使用MOORE-EVANS方法校正殘余應(yīng)力的釋放。一般而言,如果去除的最大深度僅占總厚度的小部分,則校正值應(yīng)在殘余應(yīng)力測試的試驗誤差范圍內(nèi)(可以忽略不計)。當(dāng)存在垂直于材料表面的陡峭應(yīng)力梯度時,也需要對應(yīng)力梯度的校正值進行修正。
結(jié)語
X射線殘余應(yīng)力測試原理成熟,測試過程相對簡單,方法易于掌握。但測試結(jié)果的影響因素較多,需要特別重視上述總結(jié)的10個影響X射線測試結(jié)果的因素,采取相應(yīng)的技術(shù)措施,以獲得準(zhǔn)確的測試結(jié)果。
作者:巴發(fā)海,劉宇希
(上海材料研究所 上海市工程材料應(yīng)用與評價重點實驗室)