海底管線是海洋油氣田內(nèi)部設(shè)施連接和油氣資源外輸?shù)闹匾O(shè)施。海底管線處于風(fēng)浪、海流、腐蝕等惡劣服役環(huán)境中,易產(chǎn)生各類缺陷。近年來,自動(dòng)超聲波檢測技術(shù)在海底管線檢測中得到了廣泛的應(yīng)用,其高檢測能力、高效、環(huán)保等優(yōu)勢在海底管線鋪設(shè)過程中得到了充分的體現(xiàn)。
海洋石油工程股份有限公司的檢測人員依據(jù)標(biāo)準(zhǔn)要求,基于扇形檢測技術(shù)開發(fā)了相控陣超聲扇形掃描工藝,驗(yàn)證了工藝的重復(fù)性和可靠性,通過評(píng)定不同閾值的POD(檢出率)值,確定了最佳缺陷評(píng)定基準(zhǔn),實(shí)現(xiàn)了相控陣超聲扇形掃描技術(shù)在海底管線項(xiàng)目中的成功應(yīng)用。
01 相控陣超聲掃描技術(shù)特點(diǎn)
常規(guī)全自動(dòng)超聲(AUT)檢測技術(shù)采用分區(qū)法,將焊縫沿壁厚方向分成若干區(qū)域,如根部區(qū)、鈍邊區(qū)、熱焊區(qū)以及填充區(qū)等,分區(qū)高度為1~3mm,每個(gè)分區(qū)設(shè)置獨(dú)立的反射體,使用獨(dú)立的檢測波束對每分區(qū)分別進(jìn)行掃描,以A掃描-雙門帶狀圖的形式顯示(焊縫分區(qū),波束配置及圖像顯示見圖1)。
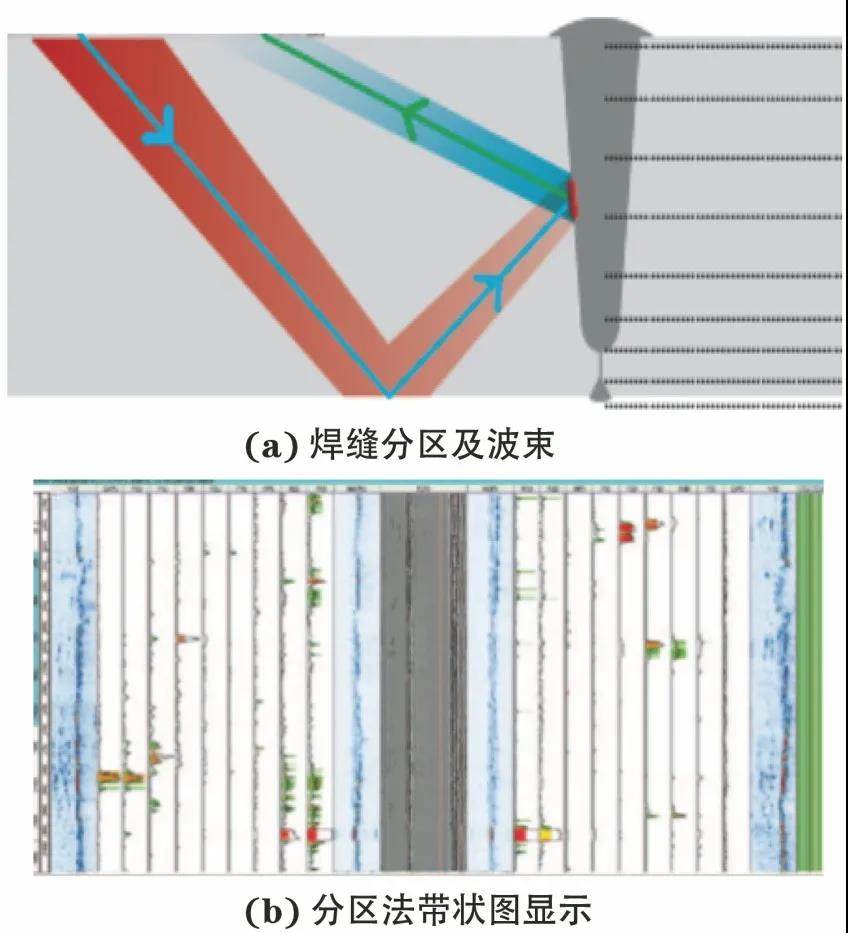
圖1 帶狀圖及AUT檢測波束配置示意
相控陣超聲扇形掃描技術(shù)是將一對相控陣探頭對稱布置于焊縫兩側(cè),每個(gè)探頭可同時(shí)激發(fā)一組或多組不同角度范圍的超聲波束實(shí)現(xiàn)對焊縫檢測區(qū)域的掃描,以A掃描、B掃描、C掃描及扇形掃描的方式顯示;相控陣超聲扇形掃描技術(shù)波束配置及圖像顯示如圖2所示。
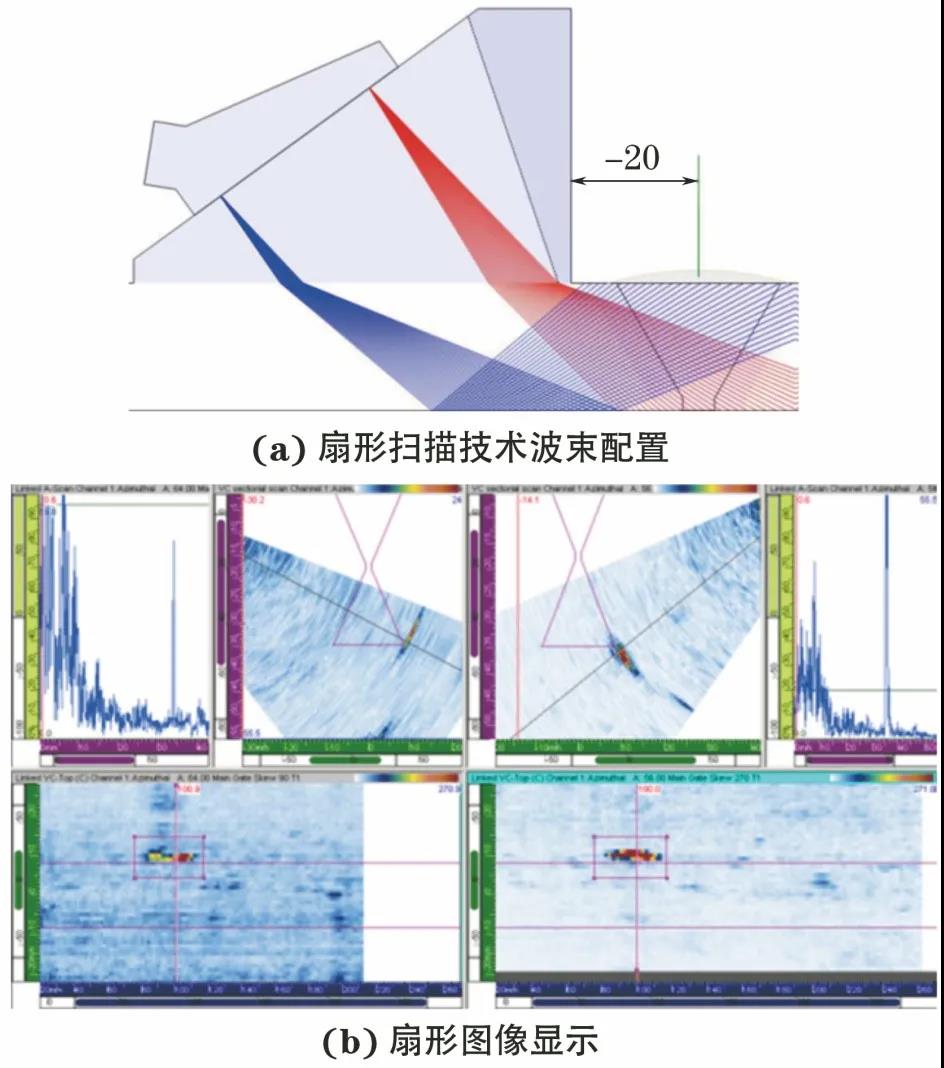
圖2 相控陣超聲扇形掃描技術(shù)波束配置及圖像顯示示意
相比于傳統(tǒng)分區(qū)法AUT檢測技術(shù),相控陣超聲扇形掃描技術(shù)具有以下優(yōu)勢:
① 使用一個(gè)角度范圍覆蓋檢測區(qū)域,提供更多的檢測角度;
② 焊縫每側(cè)探頭發(fā)射的超聲波波束覆蓋整個(gè)焊縫區(qū)域,可得到更多的檢測數(shù)據(jù);
③ 分區(qū)法軌道安裝精度要求±1mm,扇形掃查安裝精度可允許±3mm內(nèi),掃查器安裝效率更高;
④ 調(diào)試方法簡便,調(diào)試效率高;
⑤ 可使用便攜檢測系統(tǒng),滿足不同施工環(huán)境的檢測需求,檢測成本更低。
02 相控陣超聲扇形掃描工藝設(shè)計(jì)
檢測工藝
相控陣超聲扇形掃描工藝是基于相控陣檢測系統(tǒng),兩個(gè)相控陣探頭對稱布置于焊縫兩側(cè),設(shè)置一組波束覆蓋焊縫內(nèi)外表面及填充區(qū)域,設(shè)置第二組波束覆蓋根部區(qū)域,焊縫兩側(cè)采用相同的波束設(shè)置,采用機(jī)械掃查方式,實(shí)現(xiàn)焊縫檢測的過程。
試驗(yàn)采用32晶片相控陣探頭,上下游對稱設(shè)置波束,上游探頭設(shè)置兩組波束,第一組波束角度范圍為40°~72°,覆蓋焊縫內(nèi)外表面及填充區(qū)域,第二組波束角度范圍為50°~75°,覆蓋根部區(qū)域,下游探頭波束設(shè)置與上游相同(工藝配置見圖3);第二組使用軌道式自動(dòng)掃查裝置采集數(shù)據(jù)。
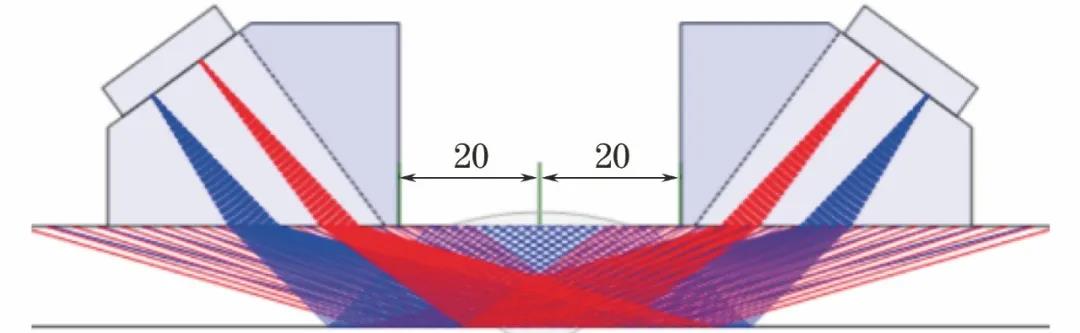
圖3 檢測工藝配置
驗(yàn)證試塊
驗(yàn)證試塊的反射設(shè)置以平底孔和槽為主,其作為靈敏度設(shè)置及重復(fù)性試驗(yàn)的唯一試件,直接影響工藝的完整性驗(yàn)證及最終認(rèn)證結(jié)果。
在試塊表面設(shè)置尺寸(高×寬×長)為1mmX1mmX10mm的槽,根部設(shè)置尺寸(高×寬×長)為1mmX1mmX10mm的槽,槽的方向與坡口面平行。焊縫內(nèi)部高度方向每隔3mm的位置設(shè)置平底孔,孔徑2mm,平底孔的角度滿足焊縫坡口角度及檢測波束的角度要求,上下游以焊縫中心線為對稱軸對稱設(shè)置。
03 試驗(yàn)數(shù)據(jù)
焊縫準(zhǔn)備
用于認(rèn)證的缺陷主要以側(cè)壁未熔合及根部未焊透為主,氣孔、夾渣等體積型缺陷用于檢出驗(yàn)證。根部缺陷采用調(diào)整焊接參數(shù)的方法,填充及表面未熔合缺陷采用EDM(電火花)刻槽的方法獲得高精度的缺陷。
試驗(yàn)使用的焊縫:管直徑為508mm,壁厚分別為22mm和14.3mm,坡口型式為30°V型,材料為碳鋼。整個(gè)試驗(yàn)共制作了6道焊口,缺陷類型包括側(cè)壁未熔合、根部未焊透及體積型缺陷(氣孔、夾銅與層間未熔合),缺陷數(shù)量為:根部缺陷、填充缺陷、表面缺陷各29個(gè),氣孔、夾銅、層間未熔合各2個(gè)。缺陷高度為0.5~2.5mm,長度為10~20mm,相鄰缺陷間距至少為30mm。
數(shù)據(jù)采集
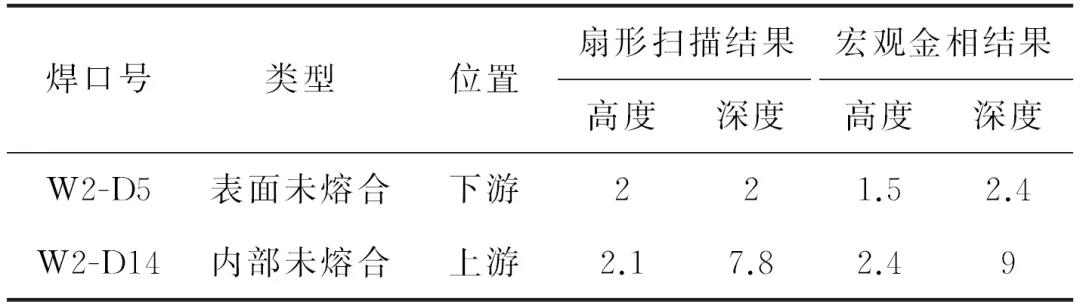
使用自動(dòng)掃查方式掃查缺陷焊縫,記錄所有缺陷數(shù)據(jù),內(nèi)容包括缺陷顯示的波幅、周向位置、高度、長度、深度及橫向位置等信息。在記錄的缺陷中隨機(jī)選取90個(gè)面積型缺陷,進(jìn)行宏觀金相分析,記錄缺陷的實(shí)際尺寸。將相控陣超聲扇形掃描結(jié)果與宏觀金相結(jié)果進(jìn)行對比分析,得出工藝的POD值。不同位置的焊接缺陷掃查圖像和宏觀金相顯示結(jié)果如圖4、圖5所示,缺陷信息如下表所示。
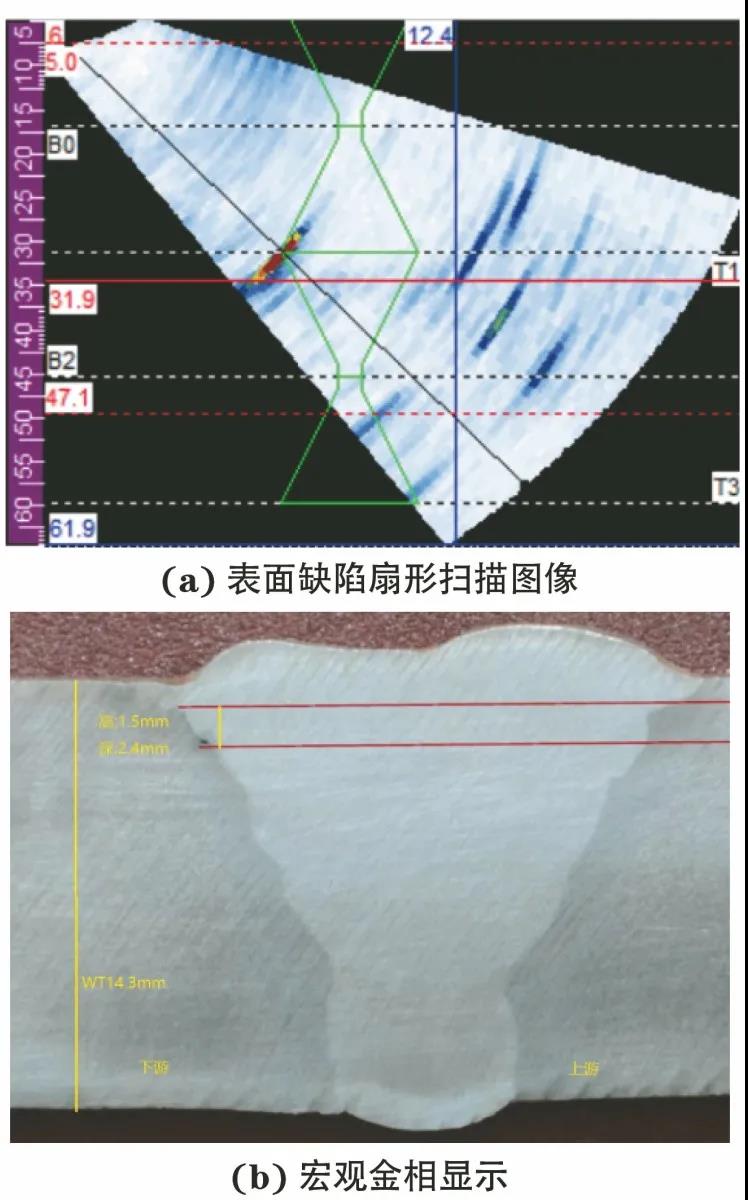
圖4 面積型表面缺陷扇掃與金相顯示
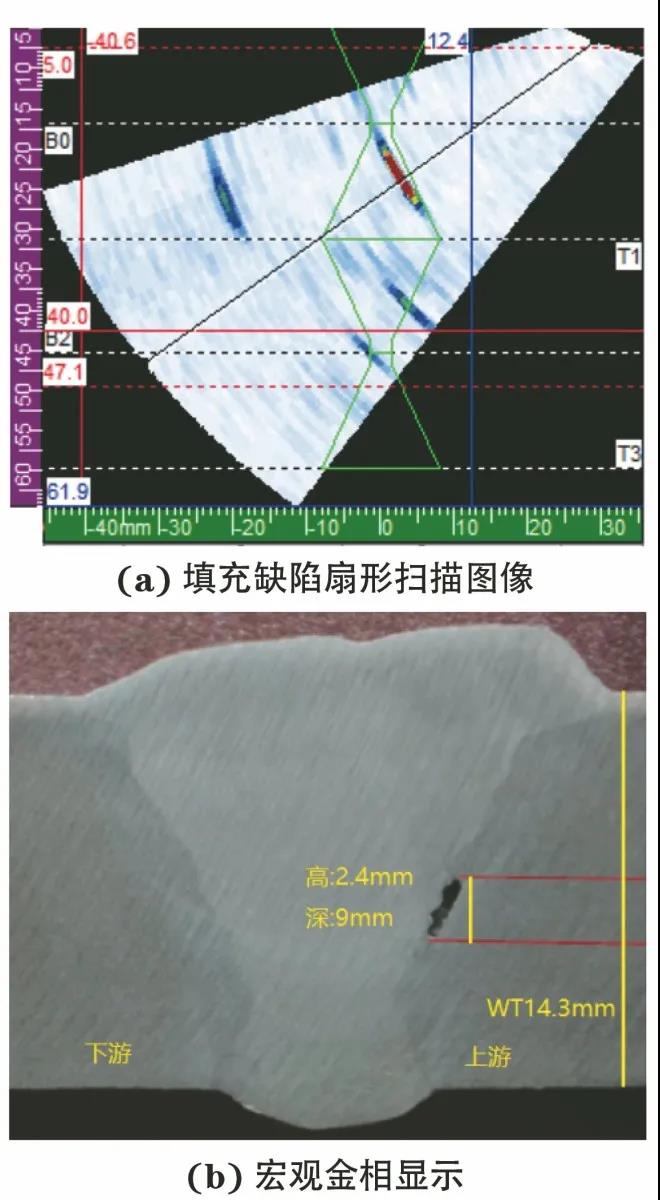
圖5 填充缺陷扇掃與金相顯示
表:兩示例缺陷信息(mm)
04 工藝認(rèn)證
參照DNVGL-ST-F101-2017《海底管線系統(tǒng)》標(biāo)準(zhǔn)要求,工藝認(rèn)證是為了確定應(yīng)用環(huán)境下的相關(guān)誤差值,如溫度一致性、束和聚焦法則一致性、掃查裝置穩(wěn)定性和電子干擾靈敏度。認(rèn)證包括檢測系統(tǒng)在計(jì)劃檢測條件下的重復(fù)性,不同位置相關(guān)類型和尺寸缺陷的檢測能力及缺陷定量和定位的準(zhǔn)確性。
試塊重復(fù)性試驗(yàn)
驗(yàn)證試塊放置5G(水平位置)位置,在6點(diǎn)和12點(diǎn)位置進(jìn)行重復(fù)性試驗(yàn),完成一次初始掃查后,連續(xù)進(jìn)行10次掃查,記錄各反射體最大波幅,分析得出各反射體波幅與起始波幅最大偏差為0.8dB,滿足標(biāo)準(zhǔn)±2dB的要求。
偏移重復(fù)性試驗(yàn)
在有缺陷的焊縫上進(jìn)行試驗(yàn),完成一次起始掃查后,掃查裝置整體分別向上游和下游偏移3mm,完成焊縫掃查,分別評(píng)定每次掃查的各區(qū)域缺陷尺寸,偏移掃查各缺陷評(píng)定高度與起始掃查的最大偏差為0.5mm,滿足標(biāo)準(zhǔn)±1mm的要求。
可靠性試驗(yàn)
將相控陣超聲扇形掃描數(shù)據(jù)與宏觀金相結(jié)果對比,使用北歐測試合作組織報(bào)告推薦的方法進(jìn)行可靠性數(shù)據(jù)分析,確定95%置信水平90%POD對應(yīng)的缺陷高度值,但是,標(biāo)準(zhǔn)對POD評(píng)定閾值未做明確限定,只給出了POD的極限值要求,標(biāo)準(zhǔn)規(guī)定的POD對應(yīng)缺陷高度極限值為1mm。
基于選取的90個(gè)焊接缺陷數(shù)據(jù),結(jié)合工程實(shí)際應(yīng)用需求,進(jìn)行了不同評(píng)定閾值的POD分析,得出30%和40%評(píng)定閾值時(shí)的POD對應(yīng)缺陷高度值,為工程應(yīng)用提供準(zhǔn)確的參考,評(píng)定結(jié)果如下:
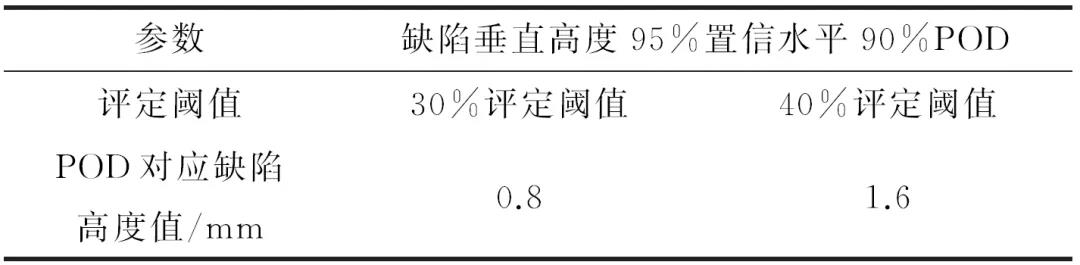
由上表可以看出,在90%檢出率95%置信水平條件下,40%評(píng)定閾值,POD對應(yīng)缺陷高度值為1.6mm;使用30%評(píng)定閾值,POD對應(yīng)缺陷高度值為0.8mm,滿足標(biāo)準(zhǔn)對POD的極限值要求,為工程應(yīng)用提供了可靠保障。
05 結(jié)語
1 相控陣超聲扇形掃描工藝能有效檢測出焊縫中不同位置的缺陷,并可對缺陷的高度、深度進(jìn)行精確定量。
2 相控陣超聲扇形掃描工藝的校驗(yàn)試塊重復(fù)性最大偏差為0.8dB,偏移重復(fù)性高度最大偏差為0.5mm,具有可靠的重復(fù)穩(wěn)定性。同時(shí),設(shè)計(jì)的校驗(yàn)試塊能滿足DNVGL-ST-F101-2017對重復(fù)性試驗(yàn)的要求,可提供經(jīng)驗(yàn)參考。
3 在評(píng)定閾值為30%時(shí),90%置信水平,95%POD條件下檢測工藝整體POD對應(yīng)缺陷高度值為0.8mm,滿足DNVGL-ST-F101-2017標(biāo)準(zhǔn)要求,亦滿足工程應(yīng)用要求。
4 扇形顏色塊缺陷高度評(píng)定方法,可獲得可靠的缺陷高度測量精度,為今后提高扇形顯示高度測量精度提供經(jīng)驗(yàn)參考。


超導(dǎo)帶材損傷演化檢測技術(shù)獲得突破