

圖1
低壓轉子反向次末級葉片共計94片,材質為0Cr17Ni4Cu4Nb合金,葉片葉根結構形式為樅樹型,詳見圖2。
對低壓轉子葉片葉根進行檢測前,用有機溶劑擦拭去除葉根表面油污。探頭選用頻率5MHz 6×6mm表面波探頭,采用葉片端部棱邊調節探頭延時。檢測靈敏度為無缺陷葉根端面反射回波調節到屏幕80%,后增益20dB。葉根表面狀態為露出金屬光澤,耦合劑采用凡士林,探頭放置位置見圖2(b),掃查方式為平行移動。
如發現反射回波,先用直尺確定反射波位置,后宏觀檢查表面是否是結構、劃痕、污染物引起的反射回波信號,以排除非缺陷回波反射信號。
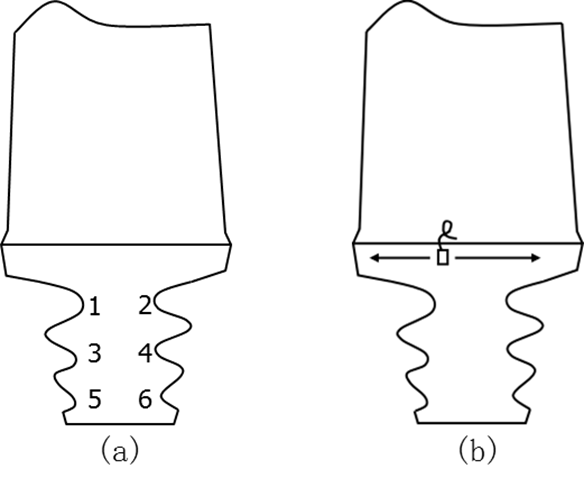
圖2
綜合以上情況分析,葉片葉根裂紋從葉片樅樹形葉根R角頂角偏上側位置開始產生,重點檢測部位應為此處。
采用超聲波表面波檢測對垂直于R角頂角的裂紋有較高檢出率;采用磁粉檢測、滲透檢測輔助驗證,可直觀顯示裂紋的形狀、長度,以增加檢測準確性。
葉片斷裂會造成發電機組被迫停運,影響機組正常運行。預防性檢查是消除設備隱患、確保機組安全運行的重要手段。采用超聲波表面波檢測葉片葉根,結合磁粉檢測、滲透檢測等表面檢測輔助驗證,對葉片葉根裂紋有較高檢出準確率,是支持發電機組有效運行的一項重要檢測技術。







