
1 序言
電子束焊接是航空航天精密零件常用的一種能量密度高、熱影響區小、焊接變形小的一種焊接方法,在航空航天領域使用越來越廣泛。因此,對它的研究也越來越深入,特別是焊縫成形質量,包括表面成形和內部成形。影響電子束焊接質量和焊縫成形的主要參數有加速電壓UA、電子束電流IB、聚焦電流IL、焊接速度υ、工作距離L、掃描波形及掃描波形的振幅A和頻率f。
為了深入了解各種波形的運動軌跡,以及波形對焊縫成形、控制焊接缺欠及焊縫組織之間的影響規律,依靠函數發生器,能實現電子束流根據函數的軌跡進行掃描,調節波形及頻率等特征參數能實現對熔池的攪拌作用,從而達到改善焊縫熔池凝固力學狀態,減少焊縫根部的釘尖、氣孔、夾雜等缺欠。基于掃描波形對常用的高溫合金電子束焊縫成形工藝的研究甚少,本文采用電子束焊機內置的12種掃描方式,以高溫合金GH625材料為研究對象進行掃描波形的工藝研究, 研究掃描波形及其頻率和振幅參數對焊縫成形、焊縫組織的影響規律。
2 試驗
2.1試驗設備
1)真空高壓電子束焊機。
2)線切割機,光學電子顯微鏡。
2.2試驗材料
本次試驗采用6mm厚的高溫合金GH625,規格為200mm×80mm的平板,化學成分見表1。
表1 GH625合金化學成分(質量分數) (%)
2.3試驗參數
加速電壓UA=120kV、電子束電流IB=6.0mA、焊接速度v=20mm/s、聚焦電流IL=1930mA、掃描頻率f=300Hz、偏轉尺寸ACX=0.3mm。
2.4試驗過程
1)焊前對試板進行化學清理和機械清理,去除表面氧化膜和油污,再用無水酒精擦拭零件待焊接部位。
2)選定該種厚度經驗焊接參數,采用E0~E12的掃描波形,分別在GH625合金的平板上進行自熔焊接試驗,焊后通過外觀、金相試驗,檢查焊縫形貌及焊縫組織情況,找出最佳掃描波形。
3)采用最佳焊接參數和E0~E12中合適的波形進行試驗,分別改變掃描波形的頻率和振幅,觀察統計焊縫外觀顏色、焊縫形貌及缺欠,找出影響焊縫成形質量的規律。
4)線切割制取金相試樣,低倍顯微鏡測量焊縫熔深、熔寬和余高,并在高倍顯微鏡下觀察金相顯微組織。
3 試驗結果與分析
3.1不同波形對焊縫表面成形的影響
試驗過程中,改變波形從E0~E12得到不同的焊縫,焊縫橫截面形貌如圖1所示。
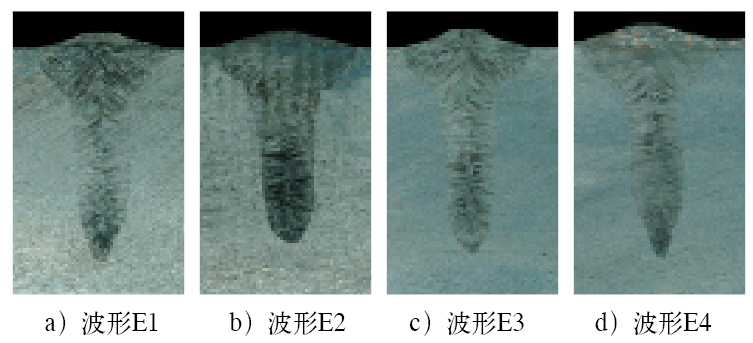
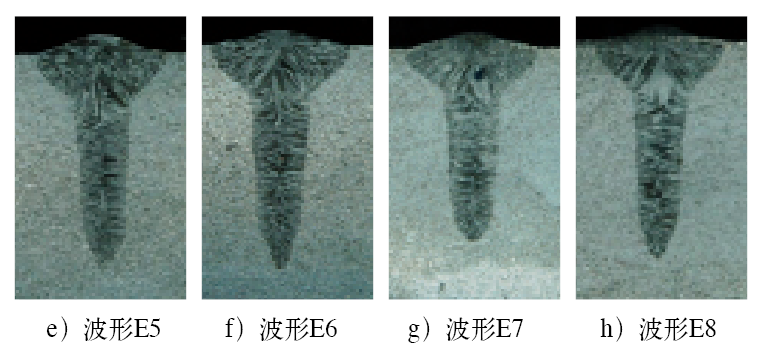
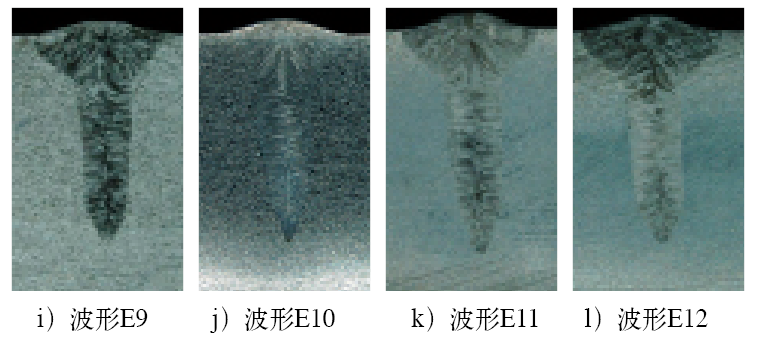
由圖1可以看出,隨著掃描波形的變化,焊縫形狀變化不大,焊縫形狀均為釘形,焊縫形貌深寬比較大,熔深和熔寬變化較小,深寬比變化基本接近,變化不明顯。E10、E11和E12三種掃描波形對應的焊縫對稱面與焊縫中心縱截面不重合。
焊縫、熱影響區和母材的金相組織如圖2所示。
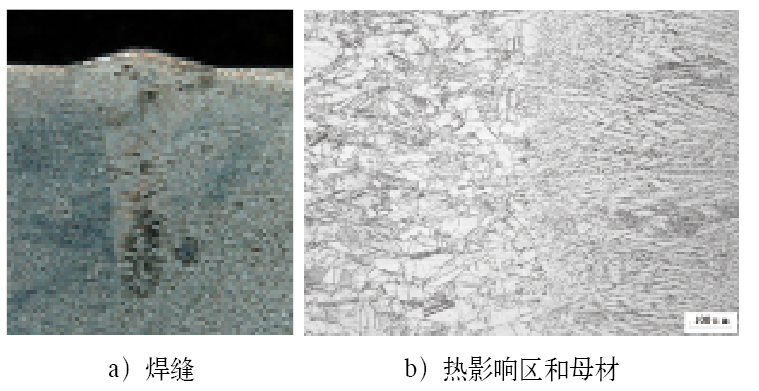
由圖2可見,高溫合金GH625電子束焊形成的熱影響區很窄,約為0.03mm,這是由于電子束能量集中,焊縫停留時間較短,因此焊接熱影響區小;焊縫為均勻的枝晶組織,基體和熱影響區組織為等軸晶,焊縫熱影響區晶粒較基體有長大趨勢;焊縫中無裂紋和明顯氣孔,焊縫質量優良,焊縫形狀參數見表2。
表2 不同波形下的高溫合金GH625電子束焊縫
形狀參數
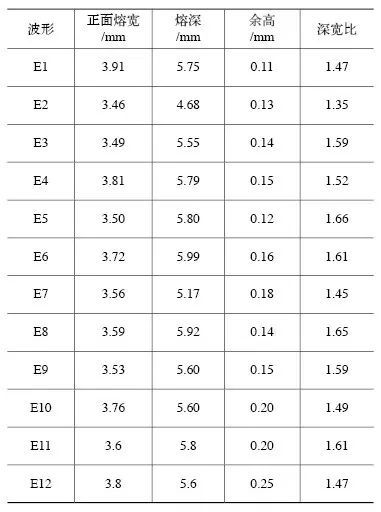
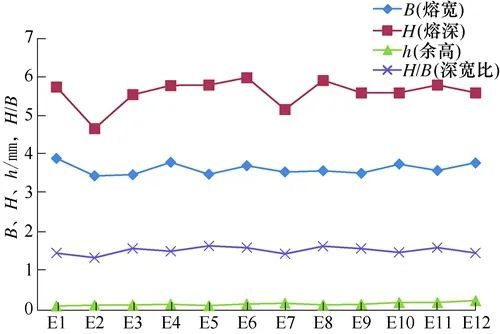
圖3所示為焊接掃描波形與高溫合金GH625電子束焊接焊縫形狀參數(焊接熔寬、熔深、余高、深寬比)關系曲線。由圖3可見,隨著波形的改變,焊縫正面熔寬變化不大,深寬比基本保持在1.5左右,最大熔寬為掃描波形E1、E4和E12對應焊縫的熔寬。根據這三種波形的特點,均是在以焊縫中心上一點為中心,在焊縫橫截面上以一定的掃描振幅對稱掃描,電子束覆蓋區域大,熔化的金屬也就相對較多,故在這種掃描波形下焊縫熔寬相對較寬。最小的為E2和E3,這兩種波形只是在焊縫縱向有掃描,故相對小一點。熔深相對最大的為掃描波形E6,其僅在焊縫兩側有掃描,對熔池的攪拌和振蕩更充分,故熔深更大。12種波形深寬比變化不大,相對較大的為E5、E6和E11。雖然焊縫的余高E12波形最大,但僅為0.25mm。
3.2同種波形不同頻率和振幅對焊縫成形的影響
波形保持不變,研究波形的頻率和振幅對焊縫成形的影響,焊縫表面外觀較好,焊縫呈銀白金屬顏色,沒有氧化,焊縫魚鱗狀均勻連續,無飛濺、咬邊和焊瘤,焊縫寬度均勻一致,焊縫表面成形、外觀質量沒有明顯區別。
3.3不同波形對焊縫缺欠的影響
如圖3所示,當采用E3波形時,焊縫熔深基體內部收窄比較明顯,即電子束在熔池內部的振蕩幅度不強,再加上零件本身的加工和裝配精度,很容易造成零件外觀檢查合格,而其實內部因為焊縫較窄而出現未熔合的缺欠;當采用E1波形施焊時,電子束在熔池內部振動幅度較大,焊縫成形相對較寬,且釘形焊縫上部與下部之間的過渡區域角度較大,因此焊縫減小平滑、坡度較小,能有效避免焊縫出現未熔合;不等厚度零件對接時,容易出現未熔合缺欠,鎖底對接接頭焊縫應實現穿透且保證強度,此時采用E1較E3有優勢,因為E1焊縫寬度成形最寬,攪拌熔池能有效去除釘尖、氣孔和未熔合缺欠,這兩種焊接接頭已在某機型機匣1和機匣2焊接上得到驗證。
4 結束語
1)高溫合金通過改變真空電子束焊接掃描波形以及波形對應的頻率和振幅,焊縫表面成形沒有明顯的區別,焊縫成形均勻一致。
2)高溫合金GH625焊縫為釘形,焊接熱影響區較窄(約30μm),焊縫為均勻枝晶組織,基體和熱影響區組織為等軸晶,焊接熱影響區晶粒較基體有長大趨勢,波形E5對應的深寬比最大,波形對深寬比的影響不大(接近1.5)。
3)采用E1波形焊接非等壁厚對接接頭,可有效避免焊縫出現未熔合焊接缺欠。
4)采用E1波形焊接帶有鎖底的接頭,熔池范圍大,焊縫寬度較大,可保證焊縫質量且焊接接頭強度滿足設計要求。



